 Jawed Aslam1Ashiq Hussain1,2*Ghulam Mueen Ud-Din1Tusneem Kausar1Tahira Siddique2Khurram Kabir3Faiza Iftikhar Gorsi1
Jawed Aslam1Ashiq Hussain1,2*Ghulam Mueen Ud-Din1Tusneem Kausar1Tahira Siddique2Khurram Kabir3Faiza Iftikhar Gorsi1 Haseeb Haroon1
Haseeb Haroon1 Rizwan Nisar1Saima Noreen1
Rizwan Nisar1Saima Noreen1 João Miguel Rocha4,5,6
João Miguel Rocha4,5,6 Fatih Ozogul7,8
Fatih Ozogul7,8 Tuba Esatbeyoglu9*
Tuba Esatbeyoglu9* Sameh A. Korma10,11
Sameh A. Korma10,11- 1Institute of Food Science and Nutrition, University of Sargodha, Sargodha, Pakistan
- 2Department of Operations, Punjab Food Authority, Lahore, Pakistan
- 3Institute of Food and Nutritional Sciences, Arid Agriculture University, Rawalpindi, Pakistan
- 4CBQF – Centro de Biotecnologia e Química Fina – Laboratório Associado, Escola Superior de Biotecnologia, Universidade Católica Portuguesa, Porto, Portugal
- 5LEPABE—Laboratory for Process Engineering, Environment, Biotechnology and Energy, Faculty of Engineering, University of Porto, Porto, Portugal
- 6ALiCE—Associate Laboratory in Chemical Engineering, Faculty of Engineering, University of Porto, Porto, Portugal
- 7Department of Seafood Processing Technology, Faculty of Fisheries, Cukurova University, Adana, Türkiye
- 8Biotechnology Research and Application Center, Cukurova University, Adana, Türkiye
- 9Department of Food Development and Food Quality, Institute of Food Science and Human Nutrition, Gottfried Wilhelm Leibniz University Hannover, Hannover, Germany
- 10Department of Food Science, Faculty of Agriculture, Zagazig University, Zagazig, Egypt
- 11School of Food Science and Engineering, South China University of Technology, Guangzhou, China
Introduction: Flours from cereal grains have the potential to be used in the production of bakery products, especially breads, and the addition of other non–wheat plant materials in the form of flours, extracts and malts has always been the area of interest for food producers.
Methods: In this research work, barley grains were converted into barley malt flour (BMF), by adopting a series of processes, including steeping, germination, kilning, drying and milling. With the aim of compensating the role of commercial bread improvers, wheat flour was replaced at 0, 2.5, 5, 7.5, and 10% levels with BMF, to study the effect of BMF on physicochemical and sensory characteristics of bread.
Results and discussion: Chemical analysis of flours revealed that ash, fat, moisture, protein and fibers were found greater in BMF and BMF–incorporated composite flours, as compared to wheat flour. Significant increases in water absorption and decrease in dough stability, dough development time and falling number were noticed, as a result of an increase in the replacement level of BMF. Water absorption of control dough was 58.03%, which increased to 58.77% in composite flour having 10% BMF, whereas dough development time, dough stability and α–amylase activity of control, were 6.97 min, 12 min, and 736 s, respectively, which were decreased to 3.83 min, 4.73 min, and 360 s, respectively in composite flour having 10% BMF. The internal and external characteristics of breads obtained the best sensorial score at 5% replacement level of BMF, and deterioration in the quality of breads was noticed, as the level of BMF was further increased to 7.5 and 10%. Hence, breads developed with 5% BMF and 95% wheat flour, were not only nutritionally rich, but were also with optimum physical and sensory features. BMF could prove a useful alternate ingredient of wheat flour, and a cost-effective replacement of commercially available bread improvers, in the breads manufacturing process in replacement of synthetic bread improvers.
1. Introduction
Cereal grains, especially wheat and barley have been loaded with phytochemicals, antioxidants, vitamins, minerals and resistant starches, capable of promoting human health in many ways. The consumption of cereals and other cereal–based food products is correlated with reduced risks of many dangerous diseases (Moroșan et al., 2022). Cereals are cultivated on 73% land of the total world’s harvested area. Cereals are leading among all food stuff in meeting the world food requirements and contribute over 60% of providing proteins, minerals, dietary fiber, vitamins and energy required for human health (Sleper and Poehlman, 2006). Among cereals, wheat is one of the most necessary and leading yields of many countries, cultivated on more than a 2015 million area with a yield of 765 million tons. About 90–95% of the world’s total wheat production is converted into different types of flours, which are used to produce different varieties of flat and leavened breads (FAO, 2022).
Wheat grains produce flour when milled, and when mixed with water produces dough, that may be leavened by yeast fermentation, and baked into a wonderful and delicious loaf of bread. The primary component used to make bread is wheat flour and the others include salt, shortening, water, yeast, sugar, and a few additions (Ramzy and Putra, 2021). Wheat is essential for a healthy diet and provides 68–75% of the total calories consumed as well as 75% of the total protein needs (Ahmed et al., 2012). As fermented food products, breads are made through a sequence of steps that include, mixing, kneading, proofing, shaping and baking. Bread has traditionally been among the most alluring and well–liked baked goods because of its superior rheological properties, ready–to–eat convenience, and cost–competitiveness (Dewettinck et al., 2008).
For various food products, there are several types of flour available in western nations. In undeveloped and underdeveloped nations, there is no such mechanism of obtaining required quality flours; therefore, the baker has to use flour of unknown quality. There is no chance of obtaining flour of a consistent quality to make white pan bread under the current circumstances, which has raised the concerns to formulate flours with functional ingredients (Butt et al., 2000). Some of the desired quality attributes are absent from bread made using subpar flour. Regarding loaf volume, color, flavor, flexibility and freshness, the quality of bread is dependent upon the quality of flour and ingredients used (Moroșan et al., 2022). The performance of flour (fermentation, dough characteristics, oxidation, pH control and emulsification) can be enhanced by the addition of several additives, such as fungal–amylase, a proteolytic enzyme and L–ascorbic acid (Hidalgo and Brandolini, 2014).
Malting is a complex process, which includes a series of steps to obtain final malted flours and extracts from different grains, including barley, oat, wheat and sorghum. Malt is the final product of the malting process, which involves numerous steps, including steeping, germination, kilning, and cleaning. These malted grains can be further milled to make malt flours, which might be added to wheat flour to give it greater technological features for processes and the creation of bakery products, especially breads (Nakov et al., 2022). Although different types of enzymes like amylases, proteinases and lipoxygenase are present in whole wheat, but due to small amounts, they are mostly unable to be replaced with commercial bread improvers, for development of good quality breads. During the milling of mature and whole wheat grains, these enzymes are kept in low levels and the flour is supplemented with a suitable quantity of enzyme to control falling number enzymes have been added to bread for more than 100 years. Mostly amylases, lipases, pentosanes, proteases and oxidases are used in the supplementation of wheat flour (Gray and Bemiller, 2003). Enzymes like proteases, lipases, hemicelluloses and α–amylases enhance the characteristics of bread, like crumb texture and loaf volume by modifying the surface properties. Besides these enzymes, α–amylase is routinely added by the bakers into wheat flours to control the enzymatic activity by optimizing falling number. The presence of α–amylases in flour contributes to the softness retention of baked goods and has an anti–staling effect on bakery products (Primo-Martin et al., 2005).
Barley (Hordeum vulgare L.), a member of the Poaceae family and the genus Hordeum, is the fourth most common grain after wheat. In terms of grain production, barley ranks fourth, with 12% of the world’s total cereal production, while first there are wheat, rice and corn (Bangar et al., 2022a). Since 1886, malt flour has been used to improve the flour, that has a low diastatic activity. Barley that has been germinated and dried is referred to as barley malt. High diastatic activity of barley malt flour is great at enhancing bread made from flour that lacks amylase, therefore replacement of wheat flour with barley malt flour at suitable levels has techno–functional role in bread manufacturing process (Andersson and Aman, 2008). Barley malt can be used to improve the flavor, texture, and nutritional content of a variety of foods, including cookies, crackers, breads, tortillas, granola bars, cereal bars with fruit filling, extruded snacks and pastas, as well as the creation of various beverages (Arndt, 2006). Barley malt flours are comparatively rich sources of maltose, minerals, soluble proteins, amylolytic and proteolytic enzymes, and flavoring compounds that encourage yeast activity, speed up dough conditioning, and give baked goods a unique flavor and aroma (Dogan, 2003).
Barley has been a traditionally preferred grain for the production of malt and malt flours, the agents used to produce many aromatic and flavored food products with a balance of bioactive phenolic compounds (Nakov et al., 2022). A good balance between α– and β– amylase, high diastatic power and covered caryopsis, make barley a perfect ingredient of bread manufacturing industry (Padilla-Torres et al., 2022). Barley flours and barley malt extracts are superb sources of natural odorants, the compounds providing the range of aroma and taste to the food products incorporated with barley in different forms (Rogner et al., 2021a). Barley has beneficial effects against degenerative diseases due to its rich dietary fiber and β–glucan composition. Barley has also been recognized as a good source of starch, vitamins, minerals and protein; thus, this crop is known as a good food supplement to produce a range of health–promoting, nutritious and functional food products (Farag et al., 2022).
Nowadays, many commercial improvers for bread, containing significant amounts of barley malt powder or pure α–amylase are available. The import of such bread improvers needs a considerable amount of foreign exchange (Butt et al., 2000). Malted barley flour being rich in α–amylase, is added in wheat flour to form composite flours. Utilization of such composite flour for bread production has many advantages for developing countries, because this would reduce the need to import strong (durum) wheat and also to make use of locally grown barley crop (Hugo et al., 2003). Utilization of flours from different fruits, vegetables and grains has gained importance in recent years to develop functional food products, but their possible effects on process conditions and product quality are the areas of research for food producers (Hussain et al., 2022c). Farmers can cultivate barley easily around the world, and if food processors could produce barley malt flour in adequate amount, this could prove to be a many times cheap bread ingredient to enhance the quality of the wheat bread (Hugo et al., 2003). Although previous studies have focused upon increment in nutritional value of barley malt flour (BMF) fortified bakery products, but there are rare information’s available regarding techno–functional behaviors of BMF incorporated composite flours, dough and developed breads, which are the ultimate parameters on which bread quality is dependent. Replacement of wheat flour with BMF up to a suitable level could minimize the use of synthetic bread improvers, and might produce breads with extraordinary features. Keeping in view the stated facts and factors, current research work has been designed in a more advanced fashion, to process locally produced barley grains into malted barley flour, with high enzymatic activity, to evaluate the effect of malted barley flour, at 0, 2.5, 5, 7.5, and 10% replacement level, on rheological characteristics of dough, and to investigate the effects of malted barley flour supplementation on physicochemical and sensory attributes of bread.
2. Materials and methods
2.1. Procurement of raw material and chemical reagents
Barley variety (Bajawar–2000) and wheat variety (Nayab–2006) were bought from the Wheat Research Institute of the National Agricultural Research Centre (NARC) in Islamabad. To remove debris, harmed seeds, seeds from other crops, and other contaminants, including weeds, metals, stones, and husk fragments from wheat and barley, manual cleaning was done before milling of grains. Chemical reagents of the same trade (brand) that were used for each analysis, were of analytical grade, and were bought from Sigma Aldrich (Darmstadt, Germany). Ingredients for bread preparation were sugar, salt and yeast, and were purchased from Imtiaz Super Market, Karachi, Pakistan.
2.2. Preparation of wheat flour
2.2.1. Drying and tempering
Wheat grains were sundried first and then in a hot air oven (HAT–105, Biobase, China) at 105°C, to a moisture content of 15% and stored for 24 h at room temperature in a tight plastic container. According to the following expression provided in a method no. 26–29 as defined in AACC (2000), the amount of water needed for tempering was computed.
2.3. Milling
The wheat sample was then ground using a Quadrumate Senior Flour Mill (China), after tempering (C.W. Brabender, Duisburg, Germany). Obtained flour milling fractions were break flour, reduction flour, bran and shorts. For the purpose of creating straight–grade flour, for the manufacturing of the product, break and reduction flours were combined.
2.4. Preparation of barley malt flour
Barley malt flour (BMF) was obtained by following a series of steps as outlined by Nakov et al. (2022), with some modifications as explained below.
2.4.1. Steeping
For about 37 h, barley grains were steeped at 65°C, by dipping grains in water till they attained moisture content to a level of 45%. During steeping, water was changed after every 8 h.
2.4.2. Germination
The germination of the steeped barley grains was performed by spreading the grains on the floor at the temperature of 12–18°C for 96 h, till the moisture content was retained to a level of 45%, and the sample showed the emergence of about 1/3 acrospire. Water was sprayed on the grains three times per day.
2.4.3. Kilning and milling
The germinated barley grains were dried in the rotatory dryer for 18 h, till the moisture content reduced to 4%, for further milling. The malted barley grains were milled with help of China–mill to get complete meal flour.
2.5. Preparation of composite flours
Wheat flour (WF) was mixed with barley malt flour (BMF) at different ratios, according to the substitution plan presented in Table 1. Each treatment was developed in triplicate, for triplicate trials. First of all, individual BMF and WF were analyzed for moisture, protein, fat, fiber, ash, nitrogen–free extract (NFE) contents, then composite flours developed with different ratios of BMF and WF were undergone through different analysis and then sensory analyses for internal and external characteristics of developed breads were performed.
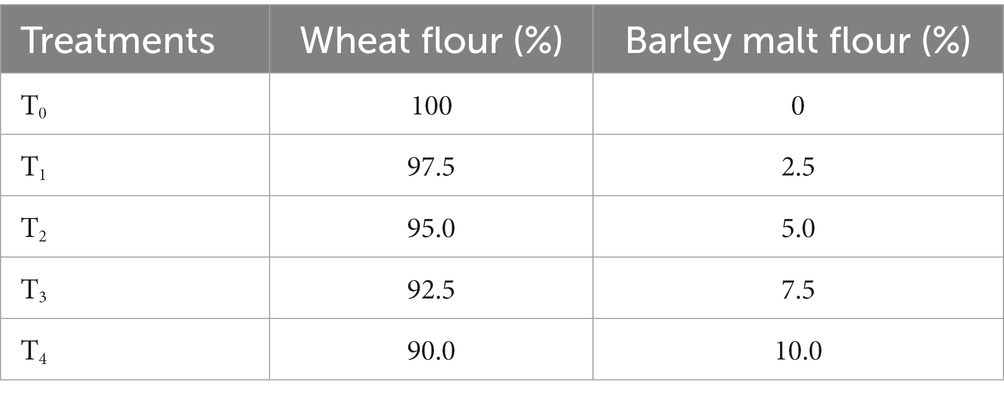
Table 1. The substitution plan for the development of composite flours.
2.6. Physicochemical analysis of flours
2.6.1. Wet and dry gluten content
Method no. 38–10 as stated in AACC (2000), was used to determine the wet and dry gluten contents in the flour samples. In a nutshell, a 25 g sample was placed in a bowl and given the proper amount of water to produce dough. For 1 h, the dough ball was left to stand in water. The dough ball was gently washed in the water stream, and the elastic mass was once again submerged in water for an hour before being pressed between palms to drain the water. After that, the gluten was weighed, and the wet gluten ball was dried in a hot air oven (HAT–105, Biobase, China) at 105°C, until constant weight was achieved, to produce dry gluten. Determinations were carried out in triplicates, and results were presented as g/100 g dw.
2.6.2. Sodium dodecyl sulfate sedimentation value
Following the AACC (2000) recommended procedure for determination of SDS sedimentation value, flour (3 g) was placed in a graduated cylinder, 50 mL of bromophenol blue dye was added, the cylinder was shaken, and then 50 ml of SDS reagent was added. After 15 min, the reading from the cylinder was recorded in cm3, and the sedimentation value of the flour samples was determined. Determinations were carried out in triplicates.
2.6.3. Farinographic studies
The Brabender Farinograph was used to analyze the physical dough qualities of the composite flour samples, including water absorption, dough stability, and dough development time. The Farinogram of the various substitutions and the control treatment were prepared using the Brabender Farinograph (Brabender, Duisburg, Germany). Each analysis was performed in triplicate to find out the mean values. The Farinograph had a bowl with a capacity ranging from 50 to 300 g. Each Farinogram was analyzed to determine the parameters using the AACC (2000) technique no. 54–21.
2.6.4. Determination of α–amylase activity By falling number
The Pertin Falling Number Apparatus was used to determine the activity of α–amylase. The falling number was calculated using a Falling Number Apparatus 1900 (Pertin Instruments AB, SE 1405, Huddige, Sweden) and a dispenser using the AACC (2000) method no. 56–81 on a duplicate flour mix sample of 7 g with 25 ml of distilled water (25°C), performing triplicate trials.
2.6.5. Proximate analyses of wheat flour and barley malt flour
According to the respective techniques provided in AACC (2000), moisture, fat, ash, fat, fiber and NFE contents of the straight–grade flour of wheat and barley malt flour were evaluated. Each analysis was carried out three times, to find out the mean values of triplicate results.
2.7. Preparation of bread
The bread loaves were made using the straight dough method described in AACC (2000), at the canning hall of the Institute of Food Science and Nutrition at the University of Sargodha. Each loaf of bread was made using a variable BMF concentration depending on the substitutions, without using any commercial bread improver. The dough was created by mixing the weighed ingredients (flour 100 g, sugar 12 g, salt 1.2 g, yeast 1.5 g) with suitable amount of water, for 5 min in a Hobart A–200 mixer. It was then allowed to ferment for 180 min at 30°C and 75% relative humidity. The final proofing process took place for 45 min at 30°C and 85% relative humidity, after the dough had been shaped and pressed into a 100 g test pan. For 15 min, the bread was baked at 232°C for 25 min in a laboratory oven (DW–115, SE, Dawlance, Turkey). After that, the bread was left for cooling at room temperature.
2.8. Sensory evaluation of bread
Baked breads that had been cooled to ambient temperature and packed in airtight polythene bags, were subjected to sensory evaluation within 24 h of storage at laboratory shelf. Detailed sensory characteristics of all developed breads were evaluated to determine the baked quality of bread. The breads prepared from different substitutions were coded and presented to a sensory panel of consisting 25 experts. In accordance with the procedure outlined by Meilgaard et al. (1999), using nine–point hedonic scale, the panel evaluated the breads for external sensory characteristics such as, volume, crust color, symmetry of form, evenness of bake and crust characteristics, and internal sensory characteristics like color of crumb, aroma, texture, taste, moisture and sheen by marking scores, for sensory evaluation of control and formulated breads. The trained taste panel was first informed on the project as a whole. On a 9–point hedonic scale, the judges assigned grades to various bread preparations: 1 for extremely poor, 2 for very poor, 3 for poor, 4 for below fair and above fair, 5 for fair, 6 for below fair and below poor, 7 for good, 8 for very good, and 9 for excellent. Figure 1 shows a summary of the overall study work plan.
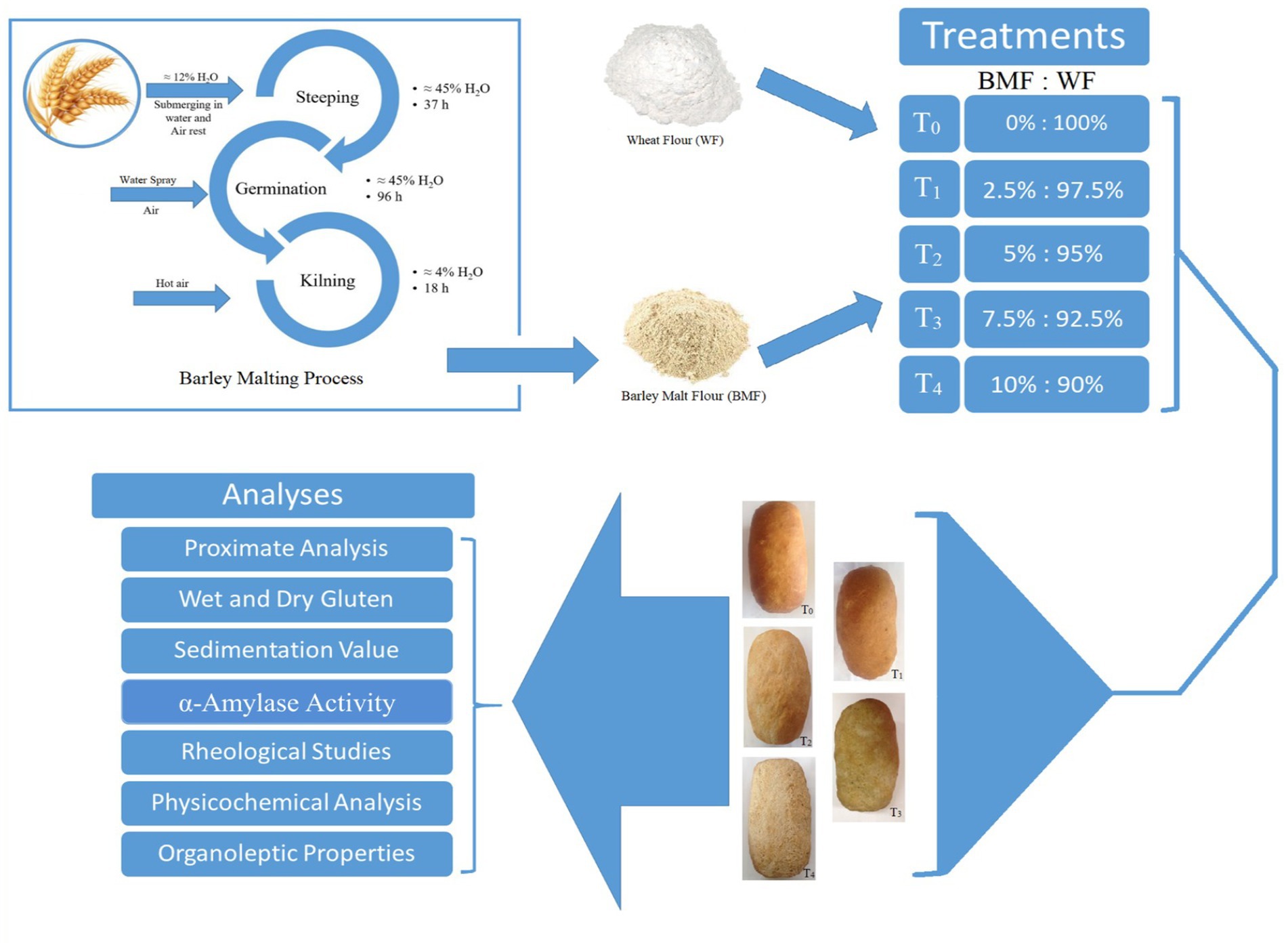
Figure 1. An overview of the research work plan.
2.9. Statistical analysis
All data are expressed as the mean ± standard deviation (SD). Significant differences were calculated by t–test or one–way ANOVA. The independent samples t–test was carried out by using the program Microsoft Excel Windows 2010 (Microsoft Corporation, Redmond, WA, USA). T–test assuming equal variances was considered with a p–value of Levene’s test ≥ 0.05. Duncan’s multiple range test was carried out by using CoStat software (Monterey, CA, USA, version 6.4). Results were considered as statistically significant at p ≤ 0.05.
3. Results and discussion
3.1. Proximate composition of wheat flour and barley malt flour
Determination of proximate composition is a cheap tool to analyze the quality of grains, their flours and food products developed. The proximate composition of straight–grade WF and BMF has been presented in Figure 2. The results showed that protein, fiber, ash and fat contents were significantly higher in BMF, in comparison to the WF, whereas moisture content and NFE in WF were higher than the BMF.
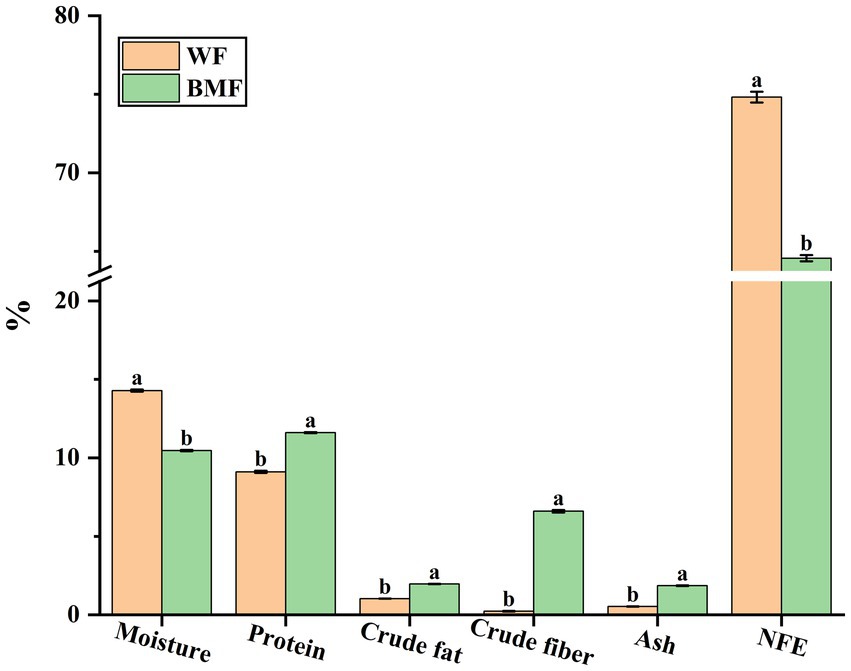
Figure 2. Proximate composition of wheat flour (WF) and barley malt flour (BMF). NFE, nitrogen–free extract. Columns bearing different letters within an attribute indicate statistical difference (p ≤ 0.05) by independent samples t–test. Values with same letter indicate no statistical difference (p ≤ 0.05).
The application of BMF in food industry has been found related to its contents of dietary fiber, especially β–glucan, and other components, including protein, fat, ash and starch, which increases the nutritional value of the food products, incorporated with barley (Lukinac and Jukić, 2022). Hussein et al. (2013), during supplementation of corn and barley flours in WF, reported supportive results by providing higher amount of protein, fat, fiber and ash contents in barley flour as compared to WF. In the studies of Abdullah et al. (2022), chemical composition of wheat and sprouted barley grains was compared, and moisture, protein, ash, starch and β–glucan contents in sprouted barley were found greater than in WF, whereas lipids and gluten contents were found higher in wheat grains flour.
The quality of the bakery food products is highly affected by protein quality and quantity in the flours, and gluten is known as an essential protein for baking processes. Different wheat and barley varieties were compared for their proximate analysis, especially protein, gluten and amino acids contents. During incorporation, supplementation and replacement of different flours for breads development, variation in protein contents highly matters, as it determines the destiny of the final products (Moroșan et al., 2022). Just as in current work, complex malting process might have developed the functional attributes in BMF, like increased α–amylase activity, β–glucan contents and water absorption.
Haider et al. (2016) provided the proximate composition of both straight–grade flour and blended flours, containing different emulsifiers. Results for the contents of moisture, ash, fat, fiber, protein, and NFE of WF were discovered to be strongly correlated with those of the current investigation. Comparing BMF with WF for proximate composition could provide useful information for optimization of bread manufacturing process. Slight variations in proximate composition of wheat flours and BMF, among different studies, while comparing with current one, can be explained as difference in crop varieties, cultivation conditions, climate, processing patterns and analytical techniques.
3.2. Wet and dry gluten contents and sedimentation value of wheat flour supplemented with barley malt flour
The average wet and dry gluten contents of the various treatments of WF have been reported in Table 2, from which it can be inferred that switching from WF to BMF had no statistically significant effects, possibly as a result of the lower gluten concentration of BMF. However, Table 2 shows a considerable decline in the sedimentation value of flours with increasing levels of BMF. Dry gluten level has been recognized as a direct predictor of the bread–making potential of flour. During dough development process, improved gas production and retention were closely correlated with the quantity and quality of gluten, as gluten network provides air cells, the place, to give rise bread volume (Dhingra and Jood, 2004).
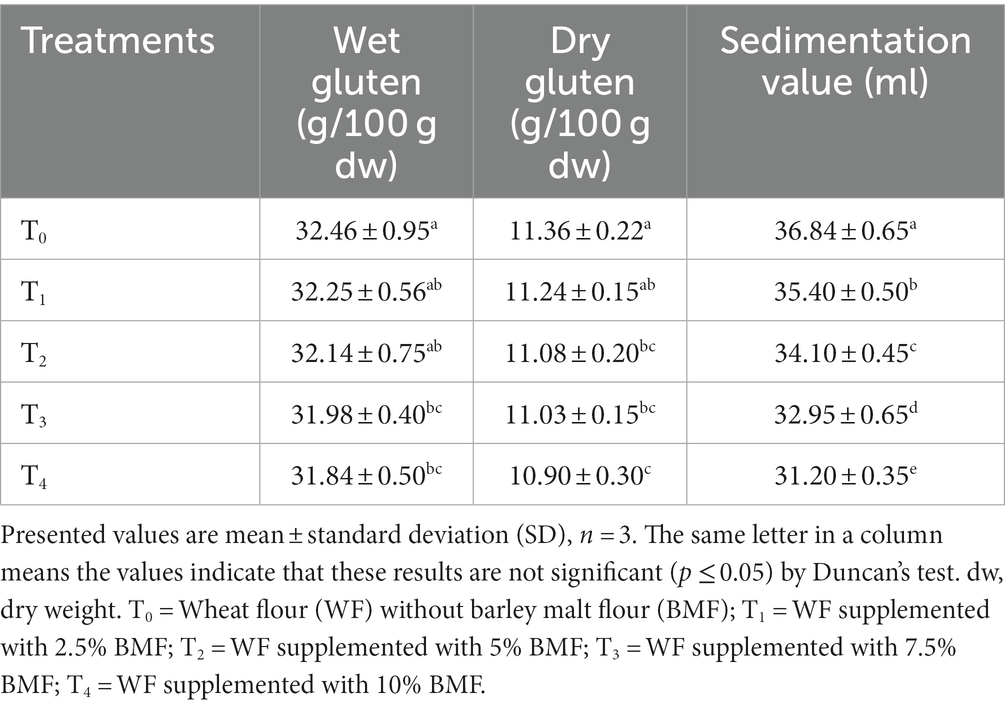
Table 2. Wet and dry gluten contents, and sedimentation value of wheat flour supplemented with barley malt flour.
From available literature, it was obvious that the reduction in the gluten content of composite flours incorporated with BMF has been normal phenomena, as different cultivars of barley are inheritably low in gluten content as compared to wheat (Bangar et al., 2022b). The present results can easily be justified that the addition of malted barley in a small amount (0–10%) resulted in a reduction in gluten content, but this reduction was too small to be detected by ordinary means. Anjum and Walker (2000) found considerable differences in gluten contents across various Pakistani wheat types and reported that wet and dry gluten ranged from 27.60 to 35.15% and 8.88 to 11.09%, respectively. The present wet and dry gluten findings were in perfect accord with their findings.
Czubaszek et al. (2022) studied the effects of the addition of barley brewers spent grains flour in WF, on the quality of the developed dough and breads. The replacement of WF with barley brewers spent grain flour diminished gluten yield and also the quality of gluten was deteriorated, which was possibly due to disturbance in wheat gluten network. Decreased sedimentation values were significant as a result of replacements of WF with BMF. Gluten growth that occurs too much is undesirable and makes it difficult to sheet and shape cookie dough (Jukic et al., 2022). Sedimentation value is an indicator of gluten quality of bread formation potential in flour. A decrease in gluten contents of supplemented flours might be the reason of the decrease in the sedimentation value of the flours.
3.3. Farinographic studies
Farinograph is a very sensitive and expensive equipment, which has been used for measuring the water absorption and the mixing behavior of the flours under experiments. The Farinographic studies of any flour are done for two reasons, first, it gives the idea about what problem occurring during the mixing of dough, and second how much water is required for proper mixing of dough? to reach the desired consistency. In current experiments, farinograph was used to determine water absorption, dough development time and dough stability of composite flours containing BMF and WF, and results have been explained under subsections.
3.3.1. Water absorption of wheat flour supplemented with barley malt flour
Mean values presented in Figure 3 have compared water absorption of different substitutions of WF, supplemented with BMF. The highest value (58.77%) was found in T4 and lowest for the WF without malted barley (T0), with a mean absorption (58.03%). The results indicated that there is a significant change in water absorption with the supplementation of BMF. This increased water absorption from composite flours, as a result of increasing the level of replacement of BMF with WF, was possibly due to rise of fiber and protein contents of the composite flours, a positive indication for commercial bread producers, as flours with increased water absorption are likely to produce good quality breads.

Figure 3. Water absorption of wheat flour (WF) supplemented with barley malt flour (BMF). T0 = WF without BMF; T1 = WF supplemented with 2.5% BMF; T2 = WF supplemented with 5% BMF; T3 = WF supplemented with 7.5% BMF; T4 = WF supplemented with 10% BMF. Columns bearing different letters within an attribute indicate statistical difference (p ≤ 0.05) by Duncan’s test. Values with same letter indicate no statistical difference (p ≤ 0.05).
When BMF was combined with WF, Czubaszek et al. (2022) noticed that the dough absorbed more water as the proportion of BMF increased, validating the current study outcomes. Abdullah et al. (2022) investigated the impact of sprouted barley grain flour on the rheological behavior of the dough, while developing a variety of baked goods. Similar patterns were observed for the composite flour’s ability to absorb water, with dough containing 20% sprouted barley flour absorbing noticeably more water than dough made entirely of wheat. According to research by Abou-Raya et al. (2014), adding more barley flour to dough resulted in a noticeably higher amount of water absorption, witnessing the similar trend as exhibited in current work. Hussein et al. (2006) also noted a rise in dough’s water absorption when both germinated and non–germinated barley grain flours were used, which indicated that malting has positive impacts functional properties of barley, just as was reported in this study. Not only amount of total fiber, but soluble and insoluble fractions of fibers contribute towards water absorption and holding capacities of the flours, and a high–water absorption by the dough can minimize the staling process, which results due to decreased moisture contents leading to the hardness of the breads (Horstmann et al., 2019).
Haider et al. (2016) experimented the production of good–quality breads by addition of different synthetic bread improvers, and during farinographic studies observed a considerable increase in the water absorption of dough containing different emulsifiers and hydrocolloids. Whereas use of BMF in current experiments might have proved as alternate of synthetic bread improvers, providing the sufficient amount of functional components responsible of improved bread quality.
3.3.2. Dough development time of wheat flour supplemented with barley malt flour
Mean values of DDT have been presented in Figure 4, and these significant results cleared that the DDT decreased with the addition of BMF, as in control dough DDT was noticed 6.97 min, which was significantly reduced to 3.83 min in the dough with 10% replacement level of BMF. These findings closely match with those of Urooj et al. (2009), when was claimed that a decline in DDT was brought on by a rise in the amount of barley flour in WF. When compared to barley and soybean flours, wheat flour’s DDT was fairly high, according to Dhingra and Jood (2004), additionally; they reported that the addition of BMF reduced the DDT of WF, which could be attributed to raised techno–functional properties of BMF.
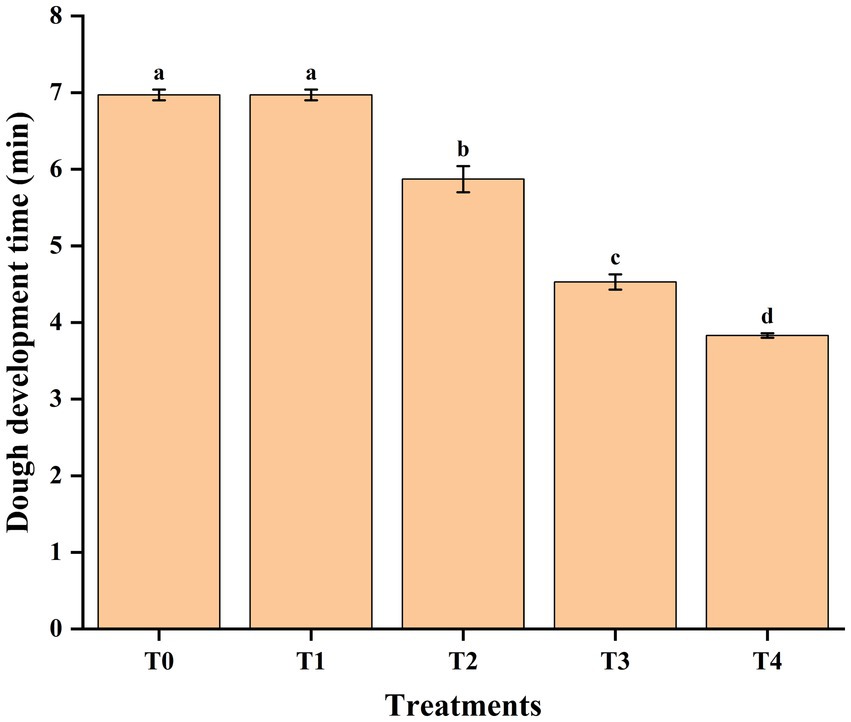
Figure 4. Dough development time of wheat flour (WF) supplemented with barley malt flour (BMF). T0 = WF without BMF; T1 = WF supplemented with 2.5% BMF; T2 = WF supplemented with 5% BMF; T3 = WF supplemented with 7.5% BMF; T4 = WF supplemented with 10% BMF. Columns bearing different letters within an attribute indicate statistical difference (p ≤ 0.05) by Duncan’s test. Values with same letter indicate no statistical difference (p ≤ 0.05).
Czubaszek et al. (2022) studied the effect of adding barley brewers spent grains flour in WF and provided similar results for DDT of the composite flours. El-Hadary et al. (2018) used hulled and naked barley malt to fortify WF biscuits. Composite flours containing increased replacement levels of hulled and naked BMFs presented a decrease in DDT. They also noticed that composite flours with increased barley malt had greater water and oil holding capacities as compared to WF dough. On the other hand, Abdullah et al. (2022) observed a significant increase in the DDT of composite flours with increased levels of sprouted barley flour, and these contradictory results might have been found due to variety of barley having lesser gluten contents, and variation in complex malting process adopted wit varied protocols. Haider et al. (2016) conducted trials by using different combinations of emulsifiers and gums to assess the quality parameters of breads and a decrease in DDT was observed as a result of the addition of emulsifying agents in WF, same decreased DDT, a required demanding protocol by bread producers, was brought to happen in current research work, by use of BMF, due to the natural components produced as result of malting process.
3.3.3. Dough stability of wheat flour supplemented with barley malt flour
The mean values presented in Figure 5 compared the DS of different treatments of WF supplemented with BMF. The highest value of 12.00 min was found in T0 and the lowest for T4, i.e., 4.73 min. The results showed that with the addition of BMF, DS significantly decreased, which might have occurred due to disturbance in natural wheat gluten network, caused by fibers of BMF.
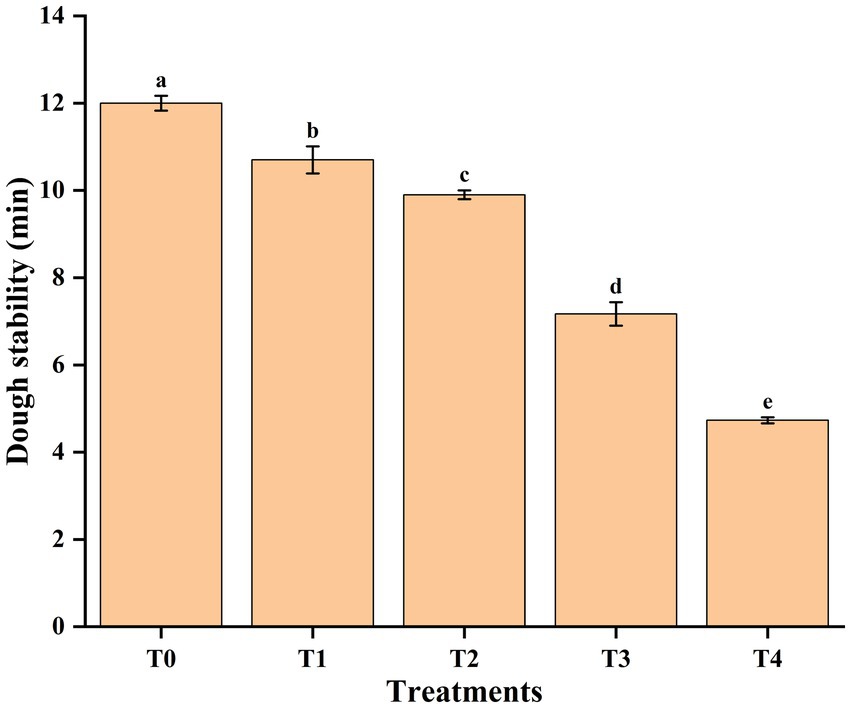
Figure 5. Dough stability of wheat flour (WF) supplemented with barley malt flour (BMF). T0 = WF without BMF; T1 = WF supplemented with 2.5% BMF; T2 = WF supplemented with 5% BMF; T3 = WF supplemented with 7.5% BMF; T4 = WF supplemented with 10% BMF. Columns bearing different letters within an attribute indicate statistical difference (p ≤ 0.05) by Duncan’s test. Values with same letter indicate no statistical difference (p ≤ 0.05).
Czubaszek et al. (2022) performed experiments to analyze the effect of the addition of barley brewers spent grains on flour for bread manufacturing process and a decrease in dough stability was observed as a result of an increase in the replacement level of barley brewer spent grain flour, which also caused the dough softening. Abdullah et al. (2022) found a decrease in dough stability with increasing the level of sprouted barley flour for the development of the bread. BMF results in the weakening of gluten structure due to the dilution of proteins, especially gluten and glutenin contents resulting a decrease in the extensibility of the dough. Hussein et al. (2013) studied non–significant results of dough stability, at increased replacement levels of whole meal barley flour in WF for bread development, which possibly was due to use of non–malted barley flour used in that study.
In another relevant structure study, Karaoglu et al. (2022) studied the influence of various malt flours, including rye, maize, rice, barley, and oat malt, on the rheological qualities of the dough. The addition of malt flours led to more stable dough when compared to commercial enzymes, as the malting process enhances the natural α–amylase presence and activity in barley flour. When creating healthy biscuits, El-Hadary et al. (2018) employed both naked and hulled barley malt and found that the dough stability was much lower than that of the control dough made with 100% WF, which had higher dough stability.
3.4. Alpha-amylase activity (falling no.) of wheat flour supplemented with barley malt flour
Mean values of falling no. for different treatments showed that the highest falling no. (seconds) of 736 s was observed in WF without BMF (T0) followed by T1 (529.33 s). Similarly, there was a decreasing trend of falling no. with the increment in supplementation of BMF. The lowest falling no. of 360 s was observed in T4, wheat flour supplemented with 10% BMF (Figure 6). Malted flours from barley represents a clean label bread improver with high enzymatic activity, and incorporation of BMF was resulted in improved gas production (up to 60%), in bread formulations, during fermentation process. Raised starch degrading activities of α–amylase was found responsible for this high fermentation rate, and elevated gas production with uncontrolled volume increase may result if more high levels of BMF used for bread development (Polachini et al., 2023).

Figure 6. Side view of the different barley malt flour (BMF) bread formulations, showing difference in the external sensory parameters. T0 = wheat flour (WF) without BMF; T1 = WF supplemented with 2.5% BMF; T2 = WF supplemented with 5% BMF; T3 = WF supplemented with 7.5% BMF; T4 = WF supplemented with 10% BMF.
Jukić et al. (2023) provided scientific evidence validating current outcomes, by reporting decrease in falling no. of dough with increased barley malt flour. When more than 3 mg of malt flour was used, the falling number dropped below 200 s, indicating a nonlinear relationship between the falling number and α–amylase activity, due to the use of higher amounts of malt extract. Belcar et al. (2022) provided useful information about the amylase activity of wheat flours prepared from different grains stored for different time periods. Significantly different results were found for falling no. During longer storage times, amylase activity decreases with time, leading to higher falling no. of the flours, which ultimately affects bread crumb quality. The addition of BMF reduced the falling no. of the composite flours, which is usually explained as yeast added in dough might have utilized simple sugars from BMF initially, to fasten the dough fermentation process by releasing carbon dioxide, and ultimately improving the bread quality.
Findings of Abdullah et al. (2022) were very supportive to enhance the impact of current study, as they substituted BMF with WF for different bakery products and calculated the decrease in falling no. of flours as an increase was made in the replacement level of sprouted BMF. Falling no. of control dough having 100% wheat flour was recorded as 541 s, which was reduced to 310 s at a 10% replacement level and was further decreased to 250 s at a 20% replacement level of sprouted barley flour, and these results were in perfect matching with the current study results, providing in line findings. Processing modifies the barley grain’s natural polysaccharide complex. This is a result of many mechanical operations, hydrolysis, and biological processes including germination and fermentation, and it has an impact on bread quality in several ways. Both the activation of the flour’s internal enzymatic system and the impact of biochemical changes brought on by microbes during fermentation affect these compounds significantly (Reidzane et al., 2022).
Amylase hydrolyses the starch into glucose, which is readily consumed by the yeast and in this way initial growth of yeast is supported, which in turn increases CO2 production. Hence due to suitable amylase activity, the quality of bread in terms of crust color and volume was increased. Amylase activity decreases, the falling no. of flour and hence falling no. gives an indication of the extent of activity of amylase in the flour (Primo-Martin et al., 2005). The enzymes and non–starch polysaccharides such as β–d–glucans and arabinoxylans are what cause the alteration of barley. There are numerous enzymes involved in the malting of barley, but the key ones include α–amylase, β–amylase, α–glucosidase and dextrinase. Involvement of these enzymes as alternate of synthetic bread improvers in complex bread manufacturing process with BMF addition has beneficial effects on bread quality (Gupta et al., 2010).
3.5. Proximate analysis of wheat flour supplemented with barley malt flour
Proximate composition analyses of different treatments of WF supplemented with BMF have been demonstrated in Table 3. The addition of BMF resulted in an increase in crude protein, crude fiber, crude ash and crude fat contents of the composite flours, whereas a decrease occurred in the moisture and NFE contents. The highest value for moisture content was found in T0 (14.28%) and the lowest value (14.03%) found was in T4. The total ash content for composite flour containing BMF varied from 0.53 to 0.60%, and lowest value for total ash content was found in T0 (0.53%), while the highest value (0.60%) was found in T4. The protein content varied from 9.11 to 9.40% among various treatments of composite flours containing BMF. The treatment T4 containing 10% BMF was found to be significantly highest in protein level, while T0 was lowest in protein level, which was WF without supplementation of BMF. The protein content increased with increasing BMF level, which was a successful aspect of this study. The highest value of crude fat content was found in T4 (1.12%), and the lowest value (1.03%) was found in T0. Energy values of the breads were significantly decreased as the level of BMF was increased in WF in breads. Highest energy value (224 kcal) was found in control breads and lowest (196 kcal) was found in T4.
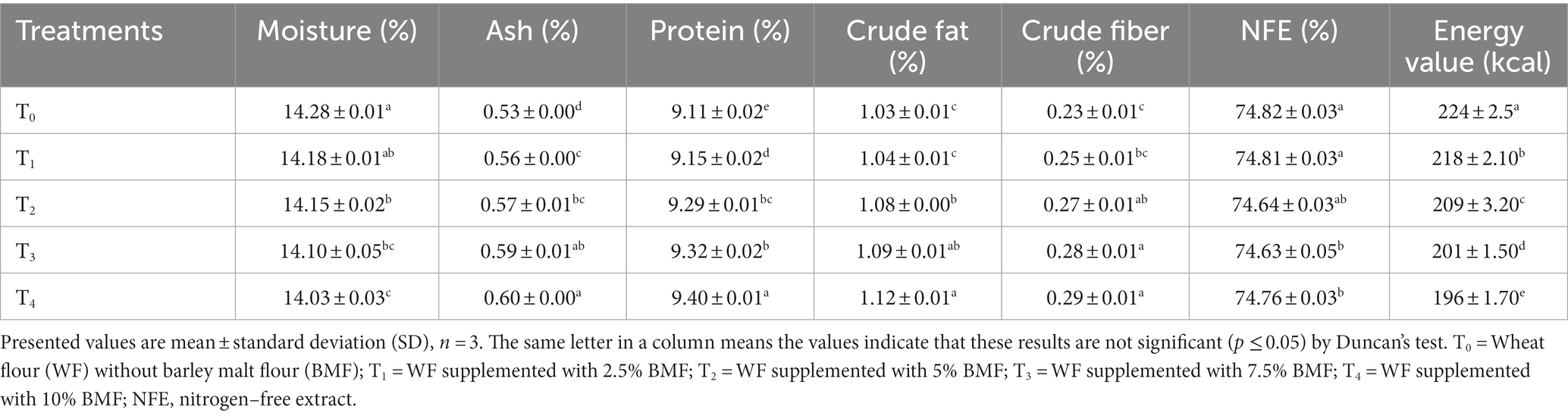
Table 3. Proximate analysis of wheat flour supplemented with barley malt flour.
For the development of various breads, Abdullah et al. (2022) used sprouted barley grain flour, while they were researching the physicochemical makeup of flour blends. As the proportion of sprouted barley malt flour in wheat flour grew, it was discovered that the contents of moisture, protein, fat, β–glucan and ash increased, but the contents of gluten and carbohydrates significantly decreased, which might be due to difference in protein quality of flour used and, high levels of substitutions. Hussein et al. (2006) found a significant increase in ash, fat, fiber and protein contents of wheat flours supplemented with germinated barley flours, at high replacement levels.
When barley Brewer’s spent grain flour was added to bread, Czubaszek et al. (2022) investigated the impact on the nutritional value of the bread. They found that the supplemented breads had higher levels of protein, ash, fat, and fiber than the control bread, whereas energy value of the breads were significantly decreased as a result of incorporation of BMF in WF. An increase in soluble dry matter and total fibers, and a decrease in the glycemic index of the composite flour breads containing bioprocessed BMF was observed in the findings of Perri et al. (2021).
Other than breads, utilization of barley malt flours have many other food examples, as El-Hadary et al. (2018) fortified WF biscuits using hulled and naked barley malt. Nutritional biscuits with higher fat, protein, ash, fiber, and mineral contents were created using composite flours with various replacement levels of naked and hulled barley malt. Non–wheat flours from different grains, fruits, vegetables and their parts are good sources of functional ingredients, especially bio–actives (Hussain et al., 2022a), which are transferred in baked food products, when WF is supplemented with such other types of flours (Hussain et al., 2022b), and these formulated food products developed as a result of composite flour technology have been proved beneficial in improving human health (Ahmed et al., 2012; Hussain et al., 2022a). Substitution of WF with BMF in current experiments, which was aimed to optimize bread manufacturing process with minimum use of synthetic bread improvers, was also proved helpful in raising nutritional profile of the formulated breads.
3.6. External sensory and baking characteristics of bread prepared from wheat flour supplemented with barley malt flour
Table 4 showed the external sensory and baking properties of loaves made with composite flours having various ratios of WF and BMF, in the form of numerical values determined by a panel of judges. T0 received the lowest loaf volume scores, whilst T2 received the highest loaf volume values. The color of the crust of the bread made without malted flour received significantly lower scores than that of T2, which was made with 5% malted flour. Significantly lowest scores were given to the symmetry of the form of breads prepared without malted barley flour (T0). The symmetry of form was better of the breads prepared from WF containing 5% malted barley flour (T2) with a mean score of 4.24. The best score (3.14) for evenness of bake was given to T2, followed by T0, while the lowest score was given to T4 with a mean score of 1.94. The best scores for crust characteristics were given to T3 (7.5% BMF in wheat) and the lowest scores were given to T0 (WF without malted barley). The results explained that the character of the crust varied highly by the different treatments and T2 got highest scores for most of the external sensory characteristics of the breads, validating the 5% substitution level of BMF as the most suitable level for optimized breads. Side view of different bread formulations have been presented in Figure 6, for the better understanding of the readers, that how different levels of BMF changed the external parameters of the bread.
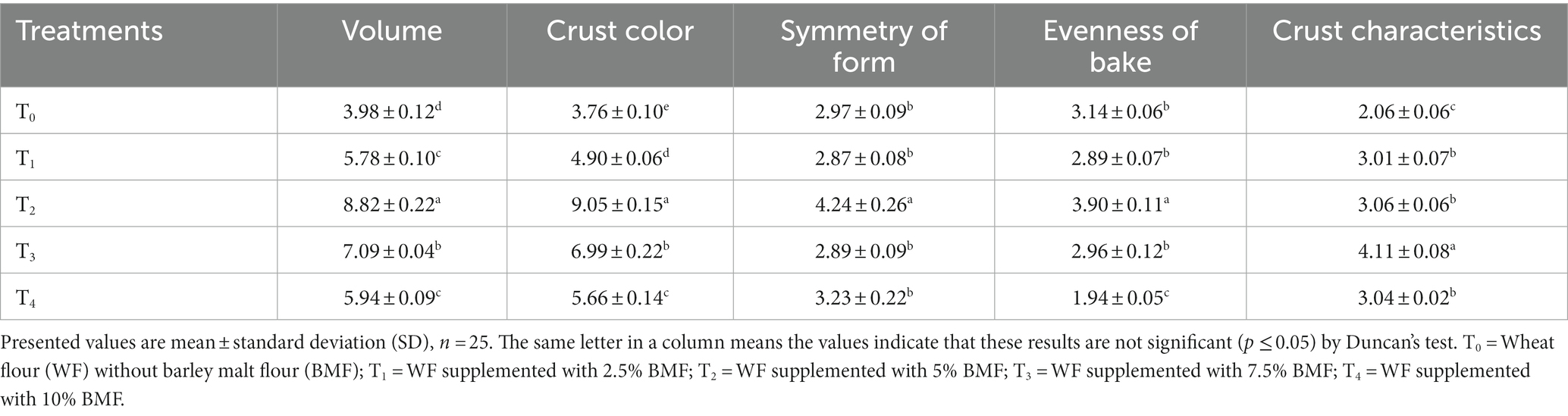
Table 4. External sensory and baking characteristics of bread prepared from wheat flour supplemented with barley malt flour.
In order to investigate how adding wheat and barley malt affected the quality of the baking blend and the bread that was created, Belcar et al. (2022) carried out experiments on the production of bread. The addition of BMF resulted in high–quality loaves with increased loaf volume, a darker crust, and a darker crumb. They found that using BMF as an additive at the right quantity might significantly reduce the quality loss of breads made from subpar flours. According to Polachini et al. (2023), reduced thermal weakening of dough, improved gelatinization with high strengths of gels, maintained low set back values, improved coloration, higher specific volume and crumb, with slightly smaller air cells, were the outcomes of bread formulations, in which properly treated BMF was added at a suitable level.
The effects of malt extract addition on the flavor and taste of the bread’s crust and crumb were investigated by Rogner et al. (2021a) and contrasted with the control bread, made without the addition of malt extracts. The addition of malt extracts caused the designed breads’ crust and crumb to produce a variety of odorants. The aroma and flavor of caramel predominated in the breadcrumbs and crusts. Molfetta et al. (2021) developed breads from composite flours having barley flour and suggested that adding barley flour was useful in enhancing the external textural characteristics of the formulated breads. Hussein et al. (2022) explained that higher proportions of whole meal barley flour in WF, for the development of breads, resulted in decreased sensorial and textural appearances of the breads, which might be the reason that barley flour used in that work was non–germinated instead of germinated BMF.
Supplementation of BMF up to a certain level was found acceptable to develop breads with acceptable organoleptic characteristics and furthermore increase in the replacement level of the BMF caused a decrease in organoleptic characteristics of the formulated breads (Naziri and Nayik, 2022). Abdullah et al. (2022) replaced WF with BMF for the development of different bakery products, and studied its effect on the textural and sensory properties of the developed food products. They observed a decrease in scores for crust color and loaf volume, with increasing the level of replacement of sprouted barley flour. Results supporting the findings of the present research work were found in the experiments of Hussein et al. (2013) when they incorporated both germinated and non–germinated barley grain flours for development of breads. The quality of flour and processing conditions affect the loaf volume and ingredients also affect the bread loaf volume. The crumb structure is affected by the loaf volume so that it should not be too small and too large. The small volume of the loaf gives a close texture, and the large volume gives expanded textures to the bread. Gluten also affects the loaf volume. Similarly, the effects of enzyme mixture mainly α–amylase on the volume of wheat breads were obvious, indicating that BMF plays a beneficial role in improving bread quality due to the presence of amylase (Katina et al., 2006).
3.7. Internal sensory and baking characteristics of bread prepared from wheat flour supplemented with barley malt flour
Mean values of internal sensory characteristics of bread prepared from WF supplemented with BMF have been shown in Table 5. From the data, it was obvious that crumb color was highly affected in each treatment. The best scores for crumb color (8.96) were given to T2 (WF supplemented with 5% BMF) and the lowest score with a mean value of 6.04 was given to T0 (without malted barley). The effect of BMF on the aroma of the bread was highly significant. The best grades for aroma were given to T3 (WF containing 7.5% malted barley flour) and the lowest score of 3.78 was given to T1 (bread without BMF). From the results, it can be concluded that the texture of bread made from WF containing 5% barley (T2) was superior as compared to other treatments. The lowest textural score was given to bread prepared without malted barley with a mean score of 11.17, which was due to absence of amylases and glucans, the functional components present in BMF, alternatives of bread improvers. Sliced view of different bread formulations has been presented in Figure 7, showing how different levels of BMF changed the internal characteristics of the bread.
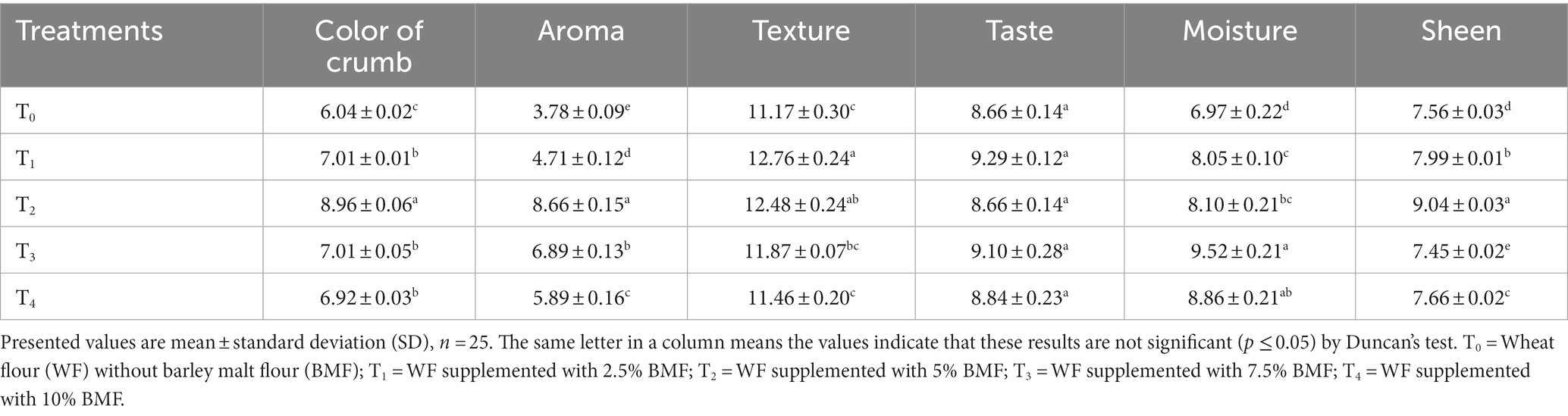
Table 5. Internal sensory and baking characteristics of bread prepared from wheat flour supplemented with barley malt flour.
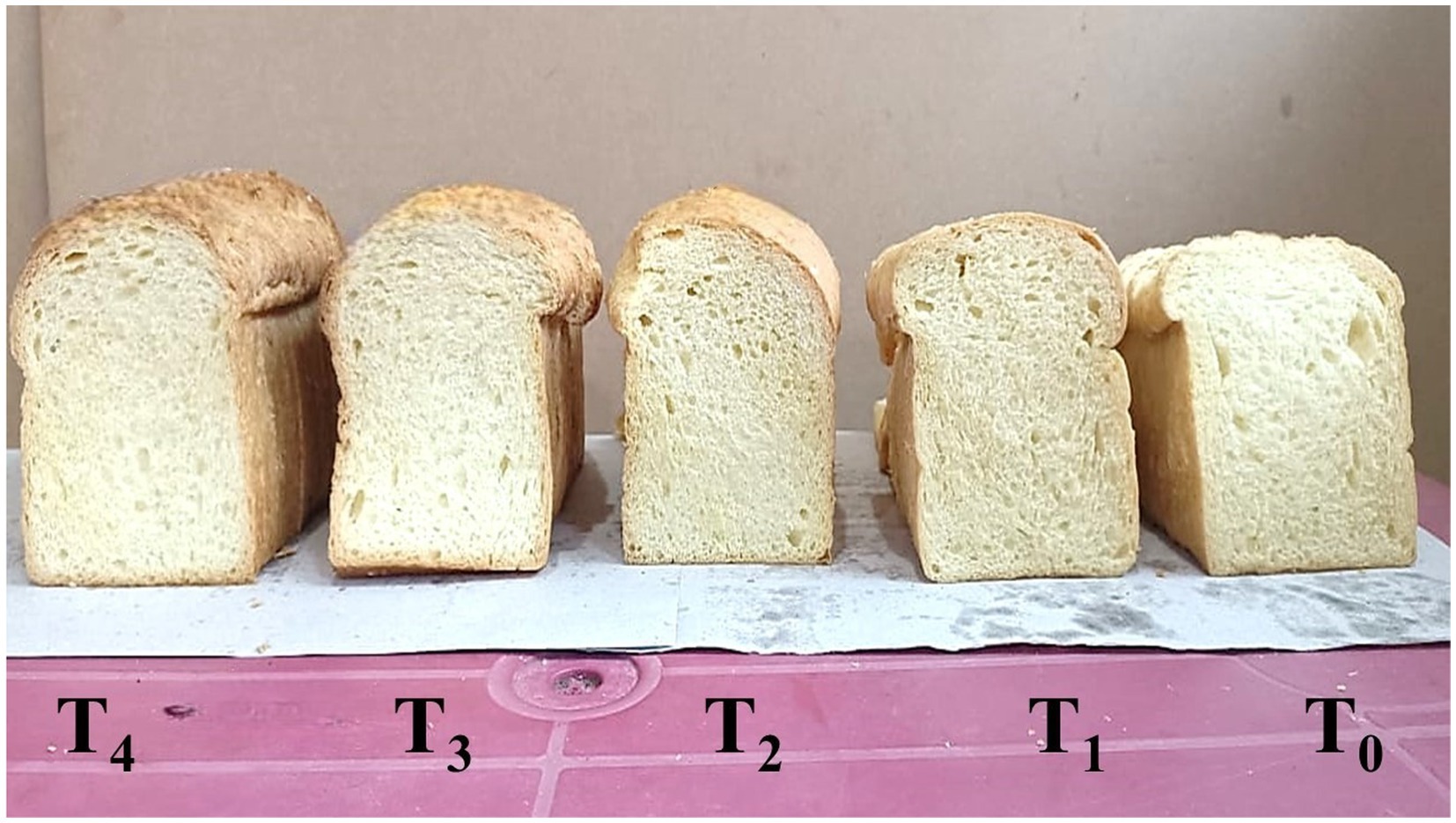
Figure 7. Sliced view of the different barley malt flour (BMF) bread formulations, showing difference in the internal sensory parameters. T0 = wheat flour (WF) without BMF; T1 = WF supplemented with 2.5% BMF; T2 = WF supplemented with 5% BMF; T3 = WF supplemented with 7.5% BMF; T4 = WF supplemented with 10% BMF.
Adding BMF did not pose any important effect on the taste of the supplemented breads as the scores obtained for taste were in close range. Significantly lesser scores were given to the moistness of the breads made from WF only, with a mean score of 6.97. Moistness was found to have increased with the addition of malted barley up to 10% (T4). Sheen is a property of bread to reflect light. Mean values presented in Table 5 explained that the significantly highest scores for sheen were of the breads containing 5% malted barley flour (T2), followed by bread containing 10% malted barley flour (T4). The lowest sheen score of 7.45 was observed in T3 (Table 5). Improvement in internal bread structures, as a result of addition of BMF, could be attributed to the functional ingredients produced in barley flour, due to malting process, which played their role as bread improvers.
Belcar et al. (2022) investigated the impact of adding wheat and barley malt on the baking quality of developed bread. The findings helped to clarify how using BMF as an additive in the production of bread compensated for the loss of baking quality caused by storing WF for longer periods of time. Supporting the current results, the internal texture qualities of the bread were improved by the addition of BMF at a lower concentration of 0.5% in their studies. Rogner et al. (2021b) quantified the aromatic components and evaluated how the addition of malt extract affected the sensory qualities of the bread. The findings supported the use of malt extracts in breads, which improved their flavor and aroma, and drew customers in. For the development of various bakery products, Abdullah et al. (2022) employed sprouted barley grain flour, and they examined its impact on the sensory and textural qualities of the final products. Their results supported the present ones as they observed a decrease in the score of aroma, texture, taste and crumb color, with increasing the level of replacement of sprouted barley flour at higher concentrations.
Utilization of malted barley flour for the development of different bakery products has different examples in the past, with possible quality parameters variations. Jukic et al. (2022) evaluated the quality of cookies made using composite flours that contained three distinct kinds of malted barley flours in various ratios. Increased quantities of malted barley flour in cookies were found to lower sensory quality scores. Malted barley flours up to a specified percentage can be used in cookies to create them with appropriate physical and textural qualities. El-Hadary et al. (2018) examined both naked and hulled barley malt to fortify wheat flour biscuits, which were then subjected to organoleptic assessments by a panel of judges. The results showed that barley malt improved the color, taste, texture as well as general acceptance of the biscuits.
4. Conclusion
There are numerous varieties of barley malts available in the market, thanks to the brewing industry’s expanding production and quick development, which can also be used to make bakery goods, particularly breads. It can be concluded that using malted barley flour in the production of bread can result in acceptable quality of breads, with improved functional properties and increased nutritional value, since barley malt has a variety of nutritional and health–promoting properties (high ash, fat, fiber, and high β–glucan content, and improved protein digestibility). Based on the findings, it was determined that composite flour’s sedimentation value was greatly reduced (from 36.64 in control to 31.20, in flour having 10% BMF) by the addition of BMF, although barley malt had no significant impact on the composite flours’ wet or dry gluten levels. Water absorption, dough development time, dough stability, α–amylase activity, moisture content, total ash content, crude protein, crude fat, crude fiber, crust color, form symmetry, evenness of bake, crust features, and crumb color were all significantly impacted by barley malted flour. Briefly summarizing, water absorption of control dough was 58.03%, which increased to 58.77% in dough having 10% BMF, whereas DDT, DS and α–amylase activity of control were 6.97 min, 12 min, and 736 s, respectively, which were decreased to 3.83 min, 4.73 min, and 360 s, respectively in in dough having 10% BMF. Highly significant effect was observed for loaf volume, aroma, moistness, texture and sheen. Besides, this BMF, at 5% replacement level, has a very beneficial effect on overall sensory and baking quality of bread as breads having 95% wheat flour and 5% BMF got highest scores for most of the sensory parameters. Therefore, optimized substitution level of BMF for acceptable breads is recommended 5%, if proper protocols of malting, dough development and baking are followed.
5. Recommendations
Barley malt flour (BMF), due to its pleasant taste and flavor, nutritionally rich in bioactives and possessing enzymes having positive roles in baking processes, have gained importance as functional ingredient of baking industry. The need of time is to utilize this functional flour in safe and effective way to obtain good quality acceptable food products. Therefore, ongoing adjustments are necessary to either create new cultivars of barley for various uses or to create unique processing techniques to enhance its organoleptic characteristics of BMF incorporated bakery products. Additionally, various processing techniques to enhance its organoleptic characteristics or reduce its antinutrient levels need to be described, along with recommendations for additionally needed cultivars, in order to preserve the various advantages of barley and maximize its value as a significant cereal crop.
Instead of commercially available synthetic bread improvers, emulsifiers and hydrocolloids, the use of naturally occurring plants materials like grains, fruits, and vegetables in processed forms, especially flours can be implemented as a beneficial fortification and supplementation technique not only to enhance the nutritional quality of baked food but also to achieve acceptable organoleptic characteristics of food products. Malted flours of grains can provide the required technological achievements during processes to improve the efficiency of the process and quality of the final product of bakery manufacturing, which has always been a desire of food producers.
Data availability statement
The original contributions presented in the study are included in the article/supplementary material, further inquiries can be directed to the corresponding author.
Author contributions
JA, AH, and SK: conceptualization. JA, AH, and GM: methodology. TK, TS, and SK: software. GM, TE, and SK: validation. KK, SK, and FG: formal analysis. FO, JMR, and TS: investigation. FO, JMR, TE, SK, and JA: resources. FO, JMR, TE, SK, and FG: data curation. JA and AH: writing—original draft preparation. FO, JMR, TE, SK, and AH: writing—review and editing and funding acquisition. HH, TE, SK, and JMR: visualization. RN and AH: supervision. FO, JMR, TE, SK, and SN: project administration. All authors contributed to the article and approved the submitted version.
Funding
JMR also acknowledges the Universidade Católica Portuguesa, CBQF – Centro de Biotecnologia e Química Fina – Laboratório Associado, Escola Superior de Biotecnologia, Porto, Portugal, as well as the support made by LA/P/0045/2020 (ALiCE) and UIDB/00511/2020–UIDP/00511/2020 (LEPABE) funded by national funds through FCT/MCTES (PIDDAC).
Acknowledgments
The authors would like to acknowledge the COST Action 18101 SOURDOMICS—Sourdough biotechnology network towards novel, healthier, and sustainable food and bioprocesses (https://sourdomics.com/; https://www.cost.eu/actions/CA18101/, accessed on May 15th 2023), where the TE is member of the working groups 4, 6, 7. and 8, FO is the leader of the working group 8, “Food safety, health promoting, sensorial perception, and consumers’ behaviour” and JMR is the Chair and Grant Holder Scientific Representative and is supported by COST (European Cooperation in Science and Technology; https://www.cost.eu/, accessed on May 25th 2023). The authors also the COST Action 20128 PIMENTO – Promoting Innovation of ferMENTed fOods (https://fermentedfoods.eu/, https://www.cost.eu/actions/CA20128/, accessed on May 28th 2023), where TE is member in the working groups 3. COST is a funding agency for research and innovation networks.
Conflict of interest
The authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
Publisher’s note
All claims expressed in this article are solely those of the authors and do not necessarily represent those of their affiliated organizations, or those of the publisher, the editors and the reviewers. Any product that may be evaluated in this article, or claim that may be made by its manufacturer, is not guaranteed or endorsed by the publisher.
References
AACC (2000). Approved methods of American Association of Cereal Chemists. 10th Edn St. Paul, MN, USA: American Association Cereal Chemists Inc.
Abdullah, M., Tufail, T., Hussain, M., Nadeem, M., Owais, M., Zulkiffal, M., et al. (2022). Effect of sprouted barley flour on the quality wheat of bread, biscuits and cakes. Cogent Food Agric. 8:2122272. doi: 10.1080/23311932.2022.2122272
Abou-Raya, M., Rabiae, M., El-Shazly, A., and El-Fadaly, E. (2014). Effect of adding barley and oat flour on the rheological properties of bread dough. J. Food Dairy Sci. 5, 641–652. doi: 10.21608/jfds.2014.53085
Ahmed, A., Anjum, F. M., Randhawa, M. A., Farooq, U., Akhtar, S., and Sultan, M. T. (2012). Effect of multiple fortification on the bioavailability of minerals in wheat meal bread. J. Food Sci. Technol. 49, 737–744. doi: 10.1007/s13197-010-0224-9
Andersson, A. A. H., and Aman, P. (2008). “Functional barley products” in In technology of functional cereal products. ed. B. R. Hamaker Hardback (Sawston, Cambridge: Elsevier, Woodhead Publishing), 261–280.
Anjum, F. M., and Walker, C. E. (2000). Grain, flour and bread-making properties of eight Pakistani hard white spring wheat cultivars grown at three different locations for 2 years. Int. J. Food Sci. Technol. 35, 407–416. doi: 10.1046/j.1365-2621.2000.00400.x
Arndt, E. A. (2006). Whole–grain barley for today's health and wellness needs. Cereal Foods World 51:20. doi: 10.1094/CFW-51-0020
Bangar, S. P., Sandhu, K. S., Trif, M., and Lorenzo, J. M. (2022a). The effect of mild and strong heat treatments on in vitro antioxidant properties of barley (Hordeum vulgare) cultivars. Food Anal. Methods 15, 2193–2201. doi: 10.1007/s12161-022-02288-1
Bangar, S. P., Sandhu, K. S., Trif, M., Manjunatha, V., and Lorenzo, J. M. (2022b). Germinated barley cultivars: effect on physicochemical and bioactive properties. Food Anal. Methods 15, 2505–2512. doi: 10.1007/s12161-022-02311-5
Belcar, J., Kaszuba, J., and Gorzelany, J. (2022). Effect of wheat and barley malt addition on the quality of the baking blend and wheat bread. Polish J. Food Nutr. Sci. 72, 129–139. doi: 10.31883/pjfns/147796
Butt, M., Mehdi, A., Munir, H., and Bajwa, E. E. (2000). Development and optimization of bread improver. Int. J. Agric. Biol. 2, 370–373.
Czubaszek, A., Wojciechowicz-Budzisz, A., Spychaj, R., Kawa-Rygielska, J., and Spychaj, R. (2022). Effect of added Brewer’s spent grain on the baking value of flour and the quality of wheat bread. Molecules 27:1624. doi: 10.3390/molecules27051624
Dewettinck, K., Van Bockstaele, F., Kühne, B., Van de Walle, D., Courtens, T. M., and Gellynck, X. (2008). Nutritional value of bread: influence of processing, food interaction and consumer perception. J. Cereal Sci. 48, 243–257. doi: 10.1016/j.jcs.2008.01.003
Dhingra, S., and Jood, S. (2004). Effect of flour blending on functional, baking and organoleptic characteristics of bread. Int. J. Food Sci. Technol. 39, 213–222. doi: 10.1046/j.0950-5423.2003.00766.x
Dogan, İ. S. (2003). Effect of α-amylases on dough properties during Turkish hearth bread production. Int. J. Food Sci. Technol. 38, 209–216. doi: 10.1046/j.1365-2621.2003.00659.x
El-Hadary,, Mohamed, R. E., Ghada, M., El-Arby, M., Abdel-Hady, M., and Abo-Elmaaty, S. M. (2018). Utilization of barley malt as a partial replacement of wheat flour in biscuits industries. Zagazig J. Agric. Res. 45, 239–249. doi: 10.21608/zjar.2018.49839
FAO (2022). Food and agriculture data. The Food and Agriculture Organization of the United Nations (FAO 2021). Available at: http://www.fao.org/faostat/en/ [Accessed March 18, 2022].
Farag, M. A., Xiao, J., and Abdallah, H. M. (2022). Nutritional value of barley cereal and better opportunities for its processing as a value–added food: a comprehensive review. Crit. Rev. Food Sci. Nutr. 62, 1092–1104. doi: 10.1080/10408398.2020.1835817
Gray, J. A., and Bemiller, J. N. (2003). Bread staling: molecular basis and control. Compr. Rev. Food Sci. Food Saf. 2, 1–21. doi: 10.1111/j.1541-4337.2003.tb00011.x
Gupta, M., Abu-Ghannam, N., and Gallaghar, E. (2010). Barley for brewing: characteristic changes during malting, brewing and applications of its by-products. Compr. Rev. Food Sci. Food Saf. 9, 318–328. doi: 10.1111/j.1541-4337.2010.00112.x
Haider, M. R., Abrar, M., Mehmood, A., Hussain, A., and Nasir, M. U. (2016). Effect of different combinations of gums and emulsifiers on the quality of bread: gums and emulsifiers for bread quality. Biol. Sci. PJSIR. 59, 33–37. doi: 10.52763/PJSIR.BIOL.SCI.59.1.2016.33.37
Hidalgo, A., and Brandolini,, (2014). Bread from wheat flour. Encyclopedia of food microbiology; Batt, CA, Tortorello, ML, Eds.
Horstmann, S. W., Atzler, J. J., Heitmann, M., Zannini, E., Lynch, K. M., and Arendt, E. K. (2019). A comparative study of gluten–free sprouts in the gluten–free bread–making process. Eur. Food Res. Technol. 245, 617–629. doi: 10.1007/s00217-018-3185-2
Hugo, L. F., Rooney, L. W., and Taylor, J. R. (2003). Fermented sorghum as a functional ingredient in composite breads. Cereal Chem. 80, 495–499. doi: 10.1094/CCHEM.2003.80.5.495
Hussain, A., Kausar, T., Majeed, M. A., Aslam, J., Imtiaz, M., Haroon, H., et al. (2022a). Development of nutritional biscuits for children, rich in Fe and Zn, by incorporation of pumpkin (Cucurbita maxima) seeds powder; a healthy pharma food in current post COVID 19 period. Pure Appl. Biol. 12, 392–403. doi: 10.19045/bspab.2023.120042
Hussain, A., Kausar, T., Murtaza, M. A., Jamil, M. A., Iqbal, M. A., Majeed, M. A., et al. (2022b). Production, characterization, food application and biological study of powder of pumpkin (Cucurbita maxima) parts (peel, flesh and seeds). Pure Appl. Biol. 12, 48–60. doi: 10.19045/bspab.2023.120006
Hussain, A., Kausar, T., Sehar, S., Sarwar, A., Ashraf, A. H., Jamil, M. A., et al. (2022c). Utilization of pumpkin, pumpkin powders, extracts, isolates, purified bioactives and pumpkin based functional food products; a key strategy to improve health in current post COVID 19 period; an updated review. Applied. Food Res. 2:100241. doi: 10.1016/j.afres.2022.100241
Hussein, A. S., Fouad, M., and El-Shenawy, M. (2022). Production of functional Pan bread from mixture of Tiger nut flour, milk permeate and hard wheat flour. Egypt. J. Chem. 65, 509–517. doi: 10.21608/ejchem.2021.95575.4484
Hussein, A. M. S., Helmy, I. M. F., and Mustafa, B. E. (2006). Effect of barley flour and some of their functional ingredients on quality of pan bread. Minufiya J. Agric. Res. 31, 877–897.
Hussein, A. M., Kamil, M. M., Hegazy, N. A., and Abo El-Nor, S. A. H. (2013). Effect of wheat flour supplemented with barely and/or corn flour on balady bread quality. Polish J. Food Nutr. Sci. 63, 11–18. doi: 10.2478/v10222-012-0064-6
Jukic, M., Nakov, G., Komlenic, D. K., Vasileva, N., Sumanovac, F., and Lukinac, J. (2022). Quality assessment of cookies made from composite flours containing malted barley flour and wheat flour. Plan. Theory 11:761. doi: 10.3390/plants11060761
Jukić, M., Šumanovac, F., Nakov, G., Šimić, G., Komlenić, D. K., Ivanova, N., et al. (2023). Application of the falling number method in the evaluation of the α–amylase activity of malt flour. Appl. Sci. 13:3218. doi: 10.3390/app13053218
Karaoglu, M. M., Reis, G. S., and Gerçekaslan, K. (2022). The effect of different malt flours on rheological properties of dough. GIDA. J. Food. 47, 220–230. doi: 10.15237/gida.GD21123
Katina, K., Salmenkallio-Marttila, M., Partanen, R., Forssell, P., and Autio, K. (2006). Effects of sourdough and enzymes on staling of high–fibre wheat bread. LWT–Food Sci. Technol. 39, 479–491. doi: 10.1016/j.lwt.2005.03.013
Lukinac, J., and Jukić, M. (2022). Barley in the production of cereal-based products. Plan. Theory 11:3519. doi: 10.3390/plants11243519
Meilgaard, M. C., Carr, B. T., and Civille, G. V. (1999). Sensory evaluation techniques 3rd Ed, Boca Raton: Imprint CRC Press.
Molfetta, M., Celano, G., and Minervini, F. (2021). Functional, nutritional, and sensory quality of mixed flours–based breads as compared to durum wheat semolina–based breads. Foods 10:1613. doi: 10.3390/foods10071613
Moroșan, E., Secareanu, A. A., Musuc, A. M., Mititelu, M., Ioniță, A. C., Ozon, E. A., et al. (2022). Comparative quality assessment of five bread wheat and five barley cultivars grown in Romania. Int. J. Environ. Res. Public Health 19:11114. doi: 10.3390/ijerph191711114
Nakov, G., Temkov, M., Lazova-Borisova, I., and Lukinac, J. (2022). Properties of flour obtained from malted grains–review. Int. J. Food Technol. Nutr. 5, 48–52.
Naziri, F., and Nayik, G. A. (2022). Impact of wheat–barley blending on rheological, textural and sensory attributes of leavened bread. World 10:3.
Padilla-Torres, C. V., Heredia-Olea, E., Serna-Saldívar, S. O., and López-Ahumada, G. A. (2022). Potential of bread wheat (Triticum aestivum) affected by the yellow–berry physiological disorder for the production of brewing malts. J. Cereal Sci. 107:103499. doi: 10.1016/j.jcs.2022.103499
Perri, G., Rizzello, C. G., Ampollini, M., Celano, G., Coda, R., Gobbetti, M., et al. (2021). Bioprocessing of barley and lentil grains to obtain in situ synthesis of exopolysaccharides and composite wheat bread with improved texture and health properties. Foods 10:1489. doi: 10.3390/foods10071489
Polachini, T. C., Norwood, E. A., Le-Bail, P., and Le-Bail, A. (2023). Post–sprouting thermal treatment of green barley malt to produce functional clean–label ingredients: impact on fermentation, bread–making properties and bread quality. Food Res. Int. 167:112696. doi: 10.1016/j.foodres.2023.112696
Primo-Martin, C., Wang, M., Lichtendonk, W. J., Plijter, J. J., and Hamer, R. J. (2005). An explanation for the combined effect of xylanase–glucose oxidase in dough systems. J. Sci. Food Agric. 85, 1186–1196. doi: 10.1002/jsfa.2107
Ramzy, R. A., and Putra, A. B. N. (2021). Evaluation of white bread physical characteristics substituted by red kidney bean flour with different particle sizes and concentrations. J. Microbiol. Biotechnol. Food Sci. 9, 610–615.
Reidzane, S., Gramatina, I., Galoburda, R., Komasilovs, V., Zacepins, A., Bljahhina, A., et al. (2022). Composition of polysaccharides in Hull-less barley sourdough bread and their impact on physical properties of bread. Foods 12:155. doi: 10.3390/foods12010155
Rogner, N. S., Mall, V., and Steinhaus, M. (2021a). Impact of malt extract addition on odorants in wheat bread crust and crumb. J. Agric. Food Chem. 69, 13586–13595. doi: 10.1021/acs.jafc.1c05638
Rogner, N. S., Mall, V., and Steinhaus, M. (2021b). Odour–active compounds in liquid malt extracts for the baking industry. Eur. Food Res. Technol. 247, 1263–1275. doi: 10.1007/s00217-021-03707-z
Sleper, J., and Poehlman, M. (2006). Blackwell publishing professional, 2121 state avenue. Ames. Lowa. 50014, 424.
Keywords: malted barley flour, bread, wheat flour, alpha amylase, baking characteristics, sensory quality, baking quality
Citation: Aslam J, Hussain A, Mueen Ud-Din G, Kausar T, Siddique T, Kabir K, Gorsi FI, Haroon H, Nisar R, Noreen S, Rocha JM, Ozogul F, Esatbeyoglu T and Korma SA (2023) Utilization of malted barley flour as replacement of wheat flour to improve technological, rheological, physicochemical, and organoleptic parameters of fortified breads. Front. Sustain. Food Syst. 7:1230374. doi: 10.3389/fsufs.2023.1230374
Edited by:
Smail AAZZA, Sidi Mohamed Ben Abdellah University, MoroccoReviewed by:
Shruti Sethi, Indian Agricultural Research Institute (ICAR), IndiaBeatriz Andrea Acosta-Estrada, Monterrey Institute of Technology and Higher Education (ITESM), Mexico
Marijana Simic, Maize research Institute Zemun Polje, Serbia
Copyright © 2023 Aslam, Hussain, Mueen Ud-Din, Kausar, Siddique, Kabir, Gorsi, Haroon, Nisar, Noreen, Rocha, Ozogul, Esatbeyoglu and Korma. This is an open-access article distributed under the terms of the Creative Commons Attribution License (CC BY). The use, distribution or reproduction in other forums is permitted, provided the original author(s) and the copyright owner(s) are credited and that the original publication in this journal is cited, in accordance with accepted academic practice. No use, distribution or reproduction is permitted which does not comply with these terms.
*Correspondence: Ashiq Hussain, YXNoaXFmdEBnbWFpbC5jb20=; Tuba Esatbeyoglu, ZXNhdGJleW9nbHVAbHcudW5pJiN4MjAxMztoYW5ub3Zlci5kZQ==