 Yasuhiro Sakamoto
Yasuhiro Sakamoto Tomoko Fukuyama2
Tomoko Fukuyama2 Yuma Kawasaki
Yuma Kawasaki- 1Engineering Division, Development Department, Nikko Co., Ltd., Hyogo, Japan
- 2Department of Architecture and Urban Design, College of Science and Engineering, Ritsumeikan University, Shiga, Japan
- 3Department of Civil and Environmental Engineering, Graduate School of Science and Engineering, Ritsumeikan University, Shiga, Japan
- 4Department of Civil and Environmental Engineering, , College of Science and Engineering, Ritsumeikan University, Shiga, Japan
The use of high-strength concrete in construction is expected to increase, and the manufacturing technology employed to produce such concrete needs to adapt to this rise. High-strength concrete has a workability that can vary significantly depending on the mixing conditions, even with the same mix design and in the same environment. This research focuses on the change in workability due to dry-mixing (i.e., mixing of fine aggregate with cement in the early stage) in the mixing process of a high-strength concrete mix using a revolving-double paddle mixer. As a result, it was confirmed that the slump flow value difference caused by dry-mixing was about 25 cm. Furthermore, Cryo-SEM (which can observe the specimens in the frozen state) image analysis revealed that dry-mixing causes flocculation of cement particles. The amount of admixtures adsorbed was then analyzed. This study concluded that flocculation affects the degree and timing of admixture adsorption in the later stages of the mixing process, leading to differences in concrete workability.
1 Introduction
Currently, Japan is facing a number of social issues that need to be addressed, such as “how to realize a low-carbon society as a countermeasure against global warming,” “how to promote work efficiency to counter population decline,” and “how to efficiently pass on our technologies to the next-generation in this aging society.”
In recent years, natural disasters have become more severe and more frequent. In response, a fundamental law was enacted for national resilience, specifically for disaster prevention, disaster mitigation, and remediation of aging infrastructure, such as constructing highly strengthened buildings. Accordingly, the use of high-strength concrete in construction is expected to increase in the future. Additionally, we have another issue of overall population decline and lack of workers in the construction industry in Japan. Such an issue is likely to lead to demands for reductions in construction time and greater usage of precast concrete products. This usage is anticipated to accelerate, as evidenced by the revision of the JIS A 5308 (2019), which was clearly aimed at promoting the use of high-strength concrete (Ministry of Land et al., 2022).
In light of this context, the use of high-strength concrete in construction is expected to rise even further. Consequently, manufacturing at batcher plants, as well as construction technologies, need to adapt to this rise.
In concrete manufacturing, mixing conditions are known to affect the workability of concrete (Yasuda et al., 1998). Adsorption of admixtures to cement has been listed as one of the causes (Sugamata et al., 1998; Nakamura and Ogawa, 1999). The influence of absorption is more pronounced in high-strength concrete as it contains a larger amount of cement compared to standard concrete. However, there have been few attempts to explore the extent and mechanism of the influence on the mix proportion for high-strength concrete. Hence, there is an urgent need to investigate the differences in concrete workability depending on mixing conditions. We believe that this investigation will contribute to the stable supply of high-strength concrete in the future.
Therefore, in this research, we focused on the presence/absence of mixing of fine aggregate with cement (hereinafter referred to as dry-mixing) and the mixing time in the initial stage of mixing, so as to determine the influence of dry-mixing on the workability of high-strength concrete. We have previously issued a technical paper (Sakamoto et al., 2022) about the influence and mechanism of dry-mixing on mortar in a Hobart mixer (5 L). This time, however, a revolving-double paddle mixer was used to conduct multiple experiments in a manner that more closely approximates actual practice. The causes of differences in the workability (mortar flow and slump flow values) of concrete under different dry mixing conditions are discussed. In the consideration, we concentrated on surface moisture and admixtures which are important indicators in existing studies. Also, we considered the influence of physical factors (e.g., properties of materials determined using Cryo-SEM image analysis) and chemical factors (e.g., adsorption of admixtures).
2 Literature review
2.1 Characteristics of high-strength concrete
The range of application of high-strength concrete differs between the architectural and civil engineering fields. In general, concrete with a design basis strength of 36 N/mm2 or 50 N/mm2 or higher is called high-strength concrete. Currently, mix proportion of high-strength concreate with strength ranges of 200 N/mm2 or 300 N/mm2 have also been developed. Concrete of that higher strength is called ultra-high-strength to distinguish it from high strength.
One of the characteristics of high-strength concrete is its large amount of cement volume and extremely low water compared to ordinary concrete. High-strength concrete is available in a variety of property states. In general, high-strength concrete has several advantages (Ajay and Girish, 2021). The advantages are high material separation resistance due to its high viscosity, and resistance to carbonation of concreate due to denseness with low water-cement ratio. On the other hand, viscosity also has disadvantages such as reduced workability and autogenous shrinkage due to the high cement content.
There is no major difference between ordinary concrete and the materials used for mix proportion. However, from the viewpoint of ensuring fluidity, silica fume with fine particles and spherical shape is often used in high-strength concrete of 80 N/mm2 or more. In addition, an admixture is essential to ensure fluidity with less water. Currently, high range water reducing admixture or high range water reducing AE admixture based on polycarboxylic acids with high dispersibility and high functionality are the mainstream (Japan Concrete Institute, 2020).
However, as with ordinary concrete, the influence of different materials, such as cement and aggregate, has also been reported to affect flowability and strength (Asirvatham, 2022; Kumar and Arghya, 2022; Ivan et al., 2022; Ke-Ru et al., 2001; Aitcin and Mehta, 1990; Bassam et al., 2022). Among them, many studies on flowability have been conducted both domestically and internationally. Studies evaluating the interaction of cement particles with various admixtures of different molecular weights in terms of hydration reaction, flowability, viscoelasticity, compressive strength, and temperature history (Naima et al., 2022; Gong et al., 2022; Grzegorz, 2024), and the relationship between hydration reaction and admixture adsorption have been reported (Hanehara and Yamada, 1999; Jansen et al., 2011; Björnström and Chandra, 2003; Prince et al., 2002; Mollah et al., 2000; Onyelowe and Kontoni, 2023).
2.2 Mixing performance in high-strength concrete
Concrete mixers are broadly classified into gravity type mixers and revolving-paddle mixers, and there are several types of revolving-paddle mixers, including horizontal twin-shaft mixers and pan mixers. Nowadays, revolving-double paddle mixers are widely used in general, and many years have passed since they became the mainstream mixers. The transition from gravity type mixers to revolving-double paddle mixers has improved the mixing performance of materials and provided more shear energy, thus significantly reducing mixing time (Japan Construction Machinery and Construction Association, 2014). However, unlike ordinary concrete, the mixing of high-strength concrete requires more mixing time due to the smaller unit water volume.
The reason for this is that when mixing high-strength concrete with a low water-cement ratio, the amount of mixing water is extremely small compared to the amount of cement, and the circulation of water during mixing is slower than in ordinary concrete. Therefore, it can be said that the fine aggregate and cement remain in the dry-mixing state for a certain period of time after the mixing water is added. In this case, mixing is not fluid, and the mixing performance of the powder is required. The conventional mixing performance check of ordinary concrete is not sufficient to evaluate the mixing performance of high-strength concrete mixes.
Selection of a mixer appropriate for the material is also important for the production of high-strength concrete, which is expected to increase in the future.
2.3 Effect of mixing on fresh properties in high-strength concrete mixes
Fresh properties of high-strength concrete are greatly affected by mixing in a mixer.
Previous studies have also reported differences in fresh property of mixes using the Hobart mixer by changing the mixing conditions, even though the mix proportion is the same.
As a principle, the action of the materials in mixing, in the initial stage of mixing, the cement particles are dispersed by mechanical energy from the mixer and electrostatic repulsive force from the adsorption of admixture as mixing proceeds. However, the high rotation speed and the dispersion process being larger than the agglomeration process causes the admixture to be preferentially adsorbed on the aluminate phase (C3A), which has a large adsorption capacity. As a result, cement particles are unable to maintain a stable dispersion and re-agglomerate, resulting in reduced flow (Nawa et al., 1990; Eguti et al., 1991).
The state of properties between particles due to mixing has also been studied, but silica fume was used in the mix proportion of concrete in the experiments here, and it was concluded that there was no difference in flowability due to differences in mixers (Nomura and Noguchi, 2015). It is assumed that the presence or absence of silica fume, a material that contributes to flowability, will make a difference in the results, especially for high-strength concrete mixes proportion with small water-cement ratios.
In addition, studies have been conducted on differences in mixing conditions, not only in terms of machine conditions such as mixer rotation speed, but also in terms of mixing time and the feeding order of materials. In terms of mixing time, the difference in surface water content of fine aggregate is an additional condition, and the results show that when the surface water content of fine aggregate is high, the flow value is small when the mixing time is short (Morita et al., 2001). In terms of the feeding order of materials it has also been confirmed that differences in flowability are caused by differences in the timing of the addition of admixtures. The phenomenon is predicted to be a change in the adsorption properties of the admixture (Okada et al., 1996; Uchikawa et al., 1994).
2.4 Considerations for this study
As mentioned above, there have been various experiments on flowability from the viewpoint of materials and studies on mixing methods for fresh concrete in the mix proportion for high-strength concrete, but few attempts have been made to elucidate the mechanism of the correlation between fresh property and mixing performance. The target the mix proportion is high-strength concrete, which is considered to be more difficult because it is greatly affected not only by the dispersion of materials by the mixer but also by chemical reactions that occur when the materials come into contact with each other. In the strength classifications generally referred to as normal concrete with a slump of 8 cm or 18 cm, the powder content is low and the W/C is high, so fluidity is ensured immediately after mixing. However, the fresh properties of high-strength concrete differ greatly between the initial and final stages of mixing, which is another factor that makes it difficult to elucidate the mechanism.
Under these circumstances, it is urgent to clarify the differences in flowability caused by different mixing conditions for high-strength concrete, which is expected to increase in the future. If the mechanism of the difference can be clarified, it will contribute to the stable supply of high-strength concrete in the future.
3 Influence of mixing on flow values
3.1 Experiment overview
This section provides an overview common to all the experiments described in this paper. Table 1 shows the mix proportion of high-strength concrete with a design strength of 80 N/mm2, which was the subject of the experiments. In this research, we calculated the required amount of each material to make 36 L of concrete and the volume the mixer used is capable of handling from the mix proportion and conducted the tests described below. Table 2 shows the materials used.

Table 1. Mix proportion of high-intensity concrete “80–60-20L”.
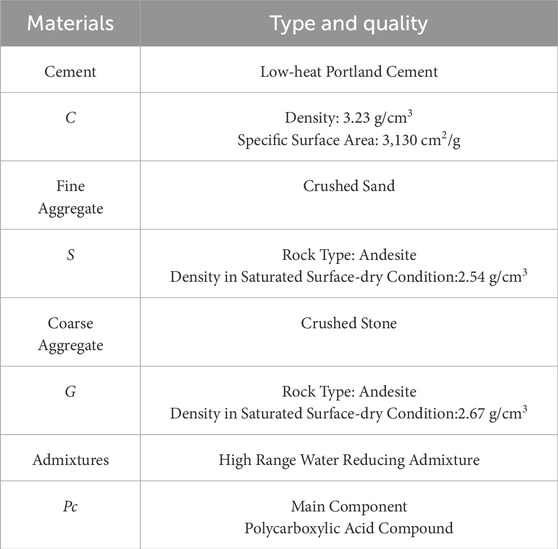
Table 2. Materials used.
Admixtures were added relative to the unit amount of cement, with the quantity obtained by adjusting the mix proportion based on the results of preliminary tests conducted on the concrete mix on the day of each test. Two types of revolving-double paddle mixers (60 L) (hereinafter referred to as mixer A and mixer B) were used. They have different blade heights designed for to move the materials in different ways. The tests were conducted indoors under a constant environment at a temperature of 20°C ± 2°C and at a humidity of 50% or higher.
3.2 Influence of presence/absence of mixing and its time on flow values
3.2.1 Overview (dry-mixing and its times)
Figures 1, 2 illustrates the mixing procedure. Based on the power data of the mixers obtained in the preliminary experiments, mixing was carried out for a total of 10 min. This included 7 min of mortar mixing, which included the dry-mixing time, and 3 min of concrete mixing following the addition of coarse aggregate.
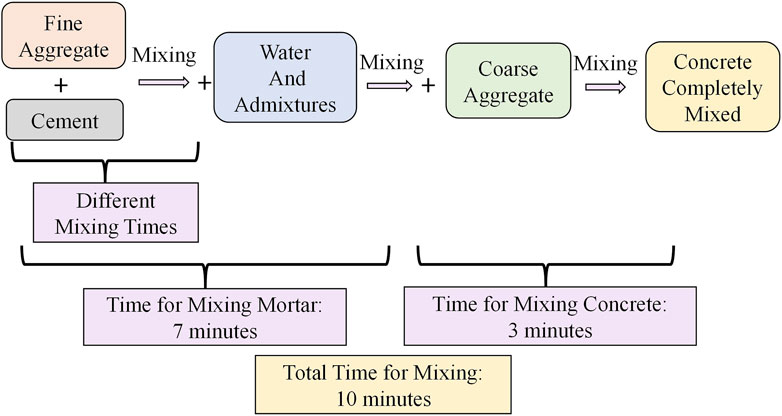
Figure 1. Mixing procedure.
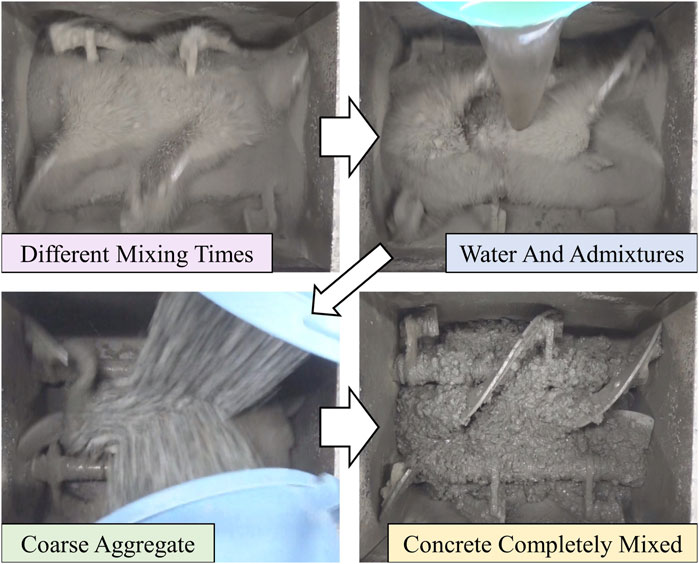
Figure 2. Photos of the mixing procedure.
To confirm the influence of surface moisture on fine aggregate and cement and on the initial adsorption of admixtures, dry-mixing of the materials was performed. Subsequently, a certain amount of mixing water and admixtures were added to the materials, resulting in the preparation of mortar. The amount of water added was set with subtracting the surface moisture on the fine and coarse aggregate. Note that the surface moisture percentage of the fine aggregate in a wet state was maintained at 3%.
To confirm the influence of presence/absence of mixing and its time on the flow values, the mortar mixing time was set to a total of 7 min and four dry-mixing times were set for each mixer: 0, 30, 60, and 90 s. The mixing time of the mortar after adding the mixing water was changed according to the dry-mixing times. To the resulting mortar, coarse aggregate was introduced to produce fresh concrete. The mortar flow and the slump flow were compared by sampling an amount of the mortar and fresh concrete at set intervals after mixing, with the sample amount being sufficient for measurement.
3.2.2 Experimental results and discussion
Figure 3 shows the mortar flow values and the slump flow values for each of the dry-mixing times. In this context, the slump flow value with a dry-mixing time of 30 s means the flow of the mortar made with a dry-mixing time of 30 s, at which point coarse aggregate was added.
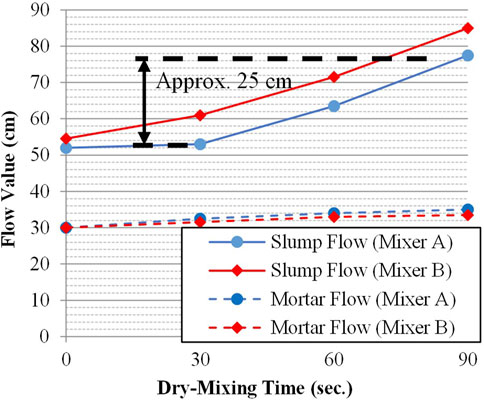
Figure 3. Flows with dry-mixing.
In both cases with mixers A and B, as the dry-mixing time increased, and the mortar flows and the slump flow also increased.
Concerning the mortar flow, there was an approximate 3 cm difference in mortar flow values between 30 s and 90 s of dry-mixing in the mortar made using the revolving-double paddle test mixers. In contrast, the difference in mortar flow values reported previously (Sakamoto et al., 2022) using a Hobart mixer was approximately 10 cm. Accordingly, we confirmed the presence of a difference in the mortar flow values between the Hobart mixer and the revolving-double paddle test mixers.
In terms of slump flow, the flows increased with an increase in the dry-mixing time, and the difference in slump flow values in each mixer exceeded 20 cm even though the mix proportions were the same. The value difference is larger than the ±10 cm specified in JIS A 5,308 for a concrete slump flow of 60 cm.
The factor contributing to the difference in slump flow values is believed to originate from the dry-mixing rather than the mixing after the addition of coarse aggregate. We concur with this hypothesis because (1) as previously reported (Sakamoto et al., 2022), dry-mixing significantly affects the mortar flow, and (2) in both cases with mixers A and B, the difference in slump flow values and the rate of increase in flow along with the increase in dry-mixing time were approximately the same.
However, the difference in mortar flow values in the case with the revolving-double paddle text mixers was 3 cm, which is smaller than that previously reported (Sakamoto et al., 2022). Hence, we hypothesized that the features of the mortar contributing to the workability of concrete originate from the properties that cannot be adequately represented by the flow values, and we decided to verify the hypothesis in the experiments which are described below.
3.3 Influence of variations in mortar properties on slump flow
3.3.1 Overview (mortar properties)
To clarify the existence of variations in mortar properties that cannot be adequately represented by differences in mortar flow values, as inferred from the research in the previous section, we performed the mixings as shown in Figure 4. Mortar was mixed in mixers A and B, and the mixed mortar in mixer B was transferred into mixer A, maintaining the same mixing mechanism after the introduction of coarse aggregate. The slump flow values of the transferred and mixed concrete were then evaluated.
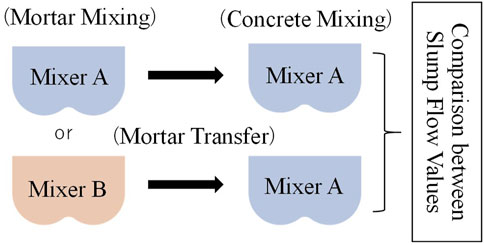
Figure 4. Procedure in mortar transfer.
Four dry-mixing times were used: 0, 30, 60, and 90 s. Even in the case of consistently mixing in the same mixer, the mortar was discharged once and then reintroduced into the same mixer to maintain the same conditions as the case where the mortar was transferred. The experiment was conducted with the time required for transferring the mortar kept constant. Other test conditions remained the same as those described in the previous section.
3.3.2 Experimental results and considerations
Figure 5 shows the flow value results for each dry-mixing time in the mortar transfer test. As in the previous section, it was confirmed that the mortar flow does not vary regardless of which mixer is used. However, when the mortar having the same flow value was mixed by a different mixer and transferred to mixer A to make concrete, the resulting slump flow values differed from those of the mortar consistently mixed by the same mixer.
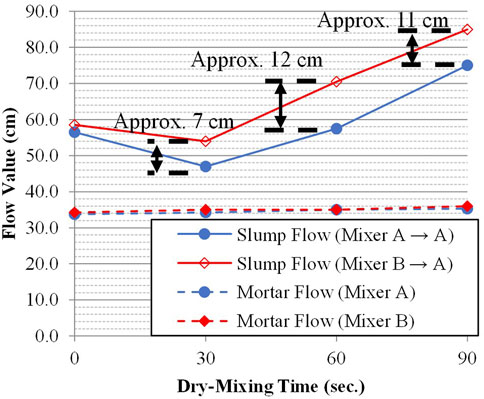
Figure 5. Flows in mortar transfer test.
The results indicate that variations in mortar properties, which cannot be adequately represented by mortar flow values, emerge during the dry-mixing process. Furthermore, the variations in mortar properties are likely to be the cause of the difference in slump flow values arising from the dry-mixing.
To confirm the variations in mortar properties, the following factors, believed to arise from dry-mixing, are investigated in the next chapter: the migration of surface moisture from fine aggregate to cement particles, the states of flocculation, and the differences in admixture adsorption.
4 Influence of dry-mixing on concrete workability
In Chapter 2, we confirmed that the slump flow is influenced by the variations in mortar properties resulting from dry-mixing, which cannot be adequately represented by mortar flow. In this chapter, we describe a physical test that was performed to verify the influence of surface moisture on fine aggregate and subsequently on cement particles and the resulting state of flocculation induced by the surface moisture. In addition, as a chemical test, we measured the adsorption of admixtures that significantly affects the workability of concrete.
4.1 Experiments on surface moisture migration on fine aggregate
4.1.1 Overview (surface moisture migration)
A test was conducted using an infrared multi analyzer to quantify the adsorption and migration of surface moisture on fine aggregate to cement particles according to dry-mixing time. The materials used in the experiment included calcium carbonate (density: 2.71 g/cm3), which is a white powder and was used as a substitute for cement, and fine aggregate. Calcium carbonate does not react with water and its use allows the pure moisture adsorption to the powder and fine aggregate to be evaluated. Moreover, calcium carbonate has a specific surface area of 3,000 gcm2/g, equivalent to that of cement. Hence, we determined that calcium carbonate could be used for evaluating the moisture migration without confounding effects.
The infrared multi analyzer was set to measure color wavelengths, and the adsorption was measured from the wavelengths at the material surfaces after dry-mixing. Note that any differences in wavelength are unlikely to occur between the surface moisture on fine aggregate and the original color of calcium carbonate. To clarify the difference in color wavelength between the fine aggregate and the calcium carbonate, we caused the fine aggregate in a dry state to absorb water colored with red food coloring, conferring a surface moisture of 3%.
The required amount of each material per 36 L was calculated from the standard mix proportions shown in Table 1. The measurement was conducted for three dry-mixing times of 30, 60, and 90 s, focusing on the dry-mixing before main mixing. As shown in Figure 6, samples were collected from three locations: positions diagonal to the mixer plane and at the center of the mixer. The material immediately after dry-mixing was transferred to a stainless-steel vat and flattened. The material was then divided into six sections as shown in Figure 7. The surface color wavelength at the center of each section was measured three times, for a total of 54 measurements per batch.
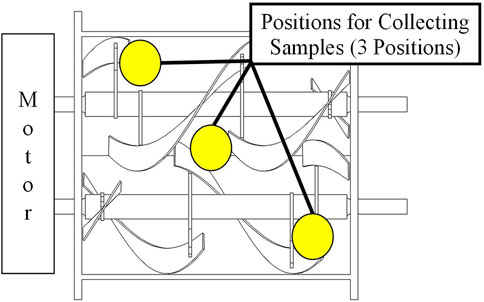
Figure 6. Positions for sampling.
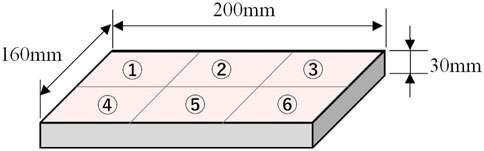
Figure 7. Positions for color absorbance.
4.1.2 Experimental results and considerations
Figure 8 shows the color absorbance results measured for each dry-mixing time for each mixer.
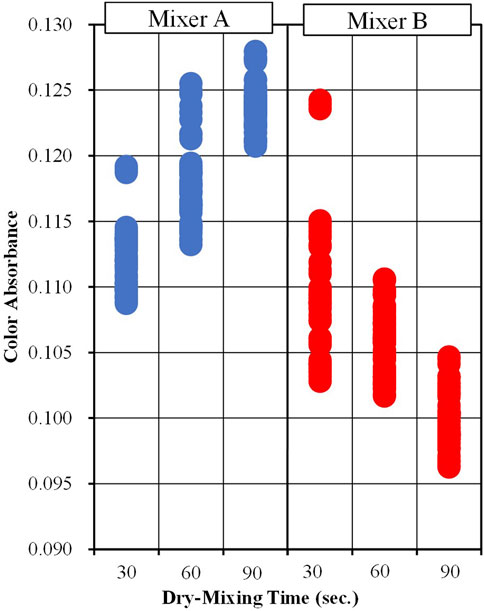
Figure 8. Color absorbance according to dry-mixing time.
For each absorbance, a larger value indicates the existence of more colored areas. In the case with mixer A, as the dry-mixing time increased, the absorbance increased, and more calcium carbonate was colored. On the other hand, in the case with mixer B, no increase in the number of colored areas of calcium carbonate was observed with an increase in the dry-mixing time; rather, the calcium carbonate covered the colored surface moisture. These different mixers exhibit distinct characteristics in terms of changing color absorbance, suggesting differences in the flocculation process.
Figure 9 is a schematic diagram of the flocculation process we assumed based on the absorbance results.
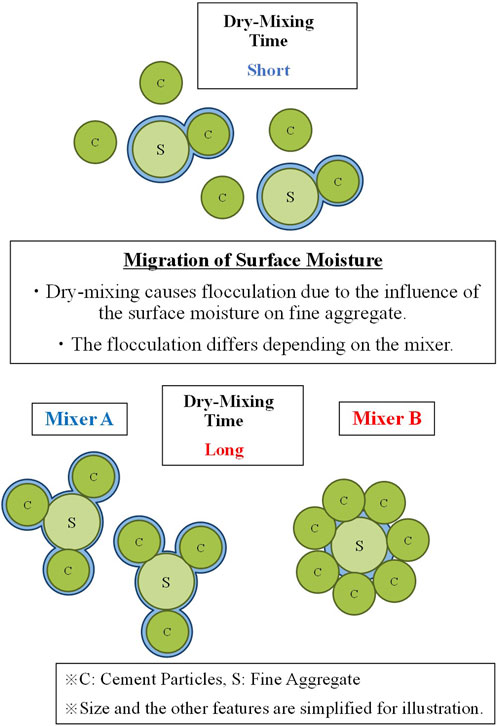
Figure 9. Mechanism of flocculation with dry-mixing.
In the case with mixer A, an increase in the dry-mixing time led to the migration of surface moisture from the fine aggregate to the cement, resulting in flocculation. In contrast, with mixer B, as the dry-mixing time increases, the cement particles adhered to the surface of the fine aggregate that retained the surface moisture, leading to flocculation. In both mixers with different flocculation processes, visual inspection confirmed that as the dry-mixing time increased, the number of flocs with excessively large lumps increased.
Furthermore, as the dry-mixing time increased, the variation in measurements at each of the measurement positions decreased, indicating that the flocs were uniformly formed.
4.2 Experiment on formation of cement flocs
4.2.1 Overview (formation of cement flocs)
When cement hydrates, a positive charge is generated on the surface of cement particles due to the hydration reaction, making the particles unstable and causing them to stick together, forming flocs. In this paper, Cryo-SEM was employed to quantify the amount of flocculation, with the aim of confirming the influence of surface moisture migrating from fine aggregate to cement particles depending on the dry-mixing time.
In the measurement process, specimens of the mortar prepared by dry-mixing were flash-frozen with liquid nitrogen immediately after mixing. Subsequently, the specimens were cut, and the cut surfaces of the specimens were observed at ×250 and ×500 magnification by Cryo-SEM, which can observe the specimens in the frozen state. Concurrently, Si, the main component of fine aggregate, and Ca, the main component of cement, were mapped on the 250x SEM image to distinguish between the fine aggregate and the cement.
Dry-mixing by each mixer was conducted for 30 and 90 s. The SEM images at ×250 magnification for the two dry-mixing durations were analyzed to calculate the specific surface areas. To ensure that the flocs were larger than the average grain size of cement, particles with a diameter of 15 µm or greater were regarded as flocs.
4.2.2 Experimental results and considerations
Figure 10 shows the SEM and mapping images of the mortar relative to the dry-mixing times for each mixer. Table 3 presents the results of the specific surface areas of the flocs calculated from these images.
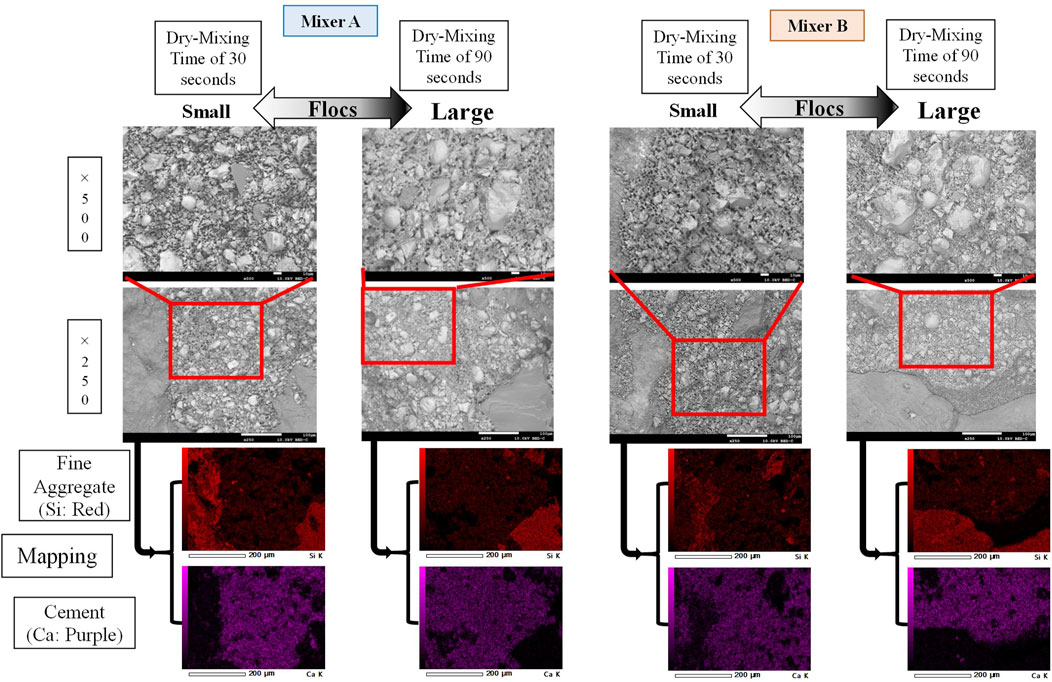
Figure 10. Sem and mapping images of mortar at different dry-mixing times.
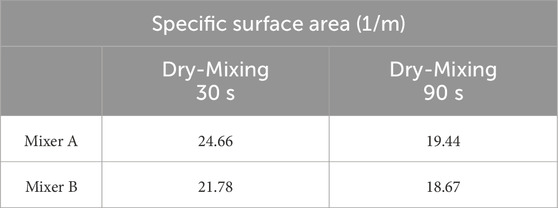
Table 3. Specific surface area of flocs.
From the SEM image alone, it is difficult to determine whether the flocs to be measured are flocs of cement components.
Therefore, based on the mapping results, we confirmed whether the object in the SEM image is a cement floc.
As expected from the experimental results of surface moisture migration in the previous section, we confirmed that, with an increase in the dry-mixing time, the formed flocs become larger due to the influence of surface moisture on the fine aggregate, resulting in the differences in the specific surface areas of cement particles.
In addition, the sizes of the flocs could be visually confirmed in the SEM image at ×500 magnification.
Figure 11 is a schematic diagram of the flocs in the mortar based on the results of specific surface area differences.
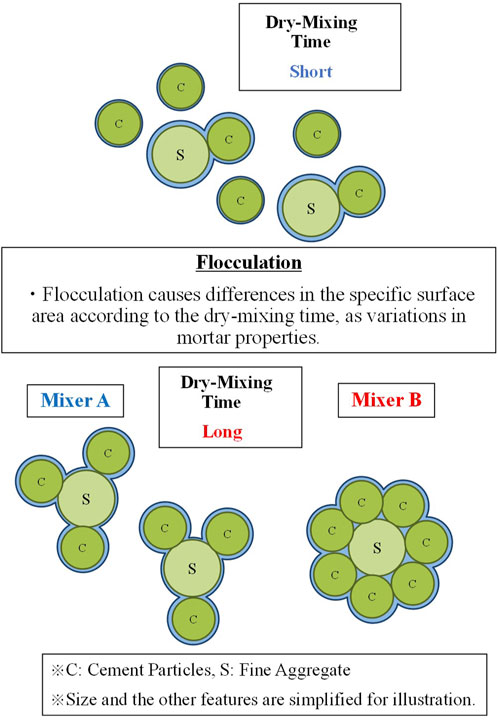
Figure 11. Mechanism of differences in specific surface area with dry-mixing.
4.3 Experiments on adsorption of admixtures
4.3.1 Overview (adsorption of admixtures)
Sections 3.1 and 3.2 explained how cement particles form flocs due to the influence of surface moisture on fine aggregate. In this section, we measured the amount of admixtures adsorbed according to dry-mixing time, aiming to investigate how flocculation during the dry-mixing stage affects adsorption of admixtures. Mortar and fresh concrete were prepared with the required amount of each material per 36 L calculated from the standard mix proportion shown in Table 1.
The remaining amount of admixtures in the liquid phase was measured by separating the liquid-phase components and the solid-phase components using a centrifuge and analyzing the extracted liquid-phase components thermally.
The measurements were conducted at three dry-mixing times: 0, 30, and 90 s for each mixer. The liquid-phase components separated from the prepared mortar and those of the mortar from the prepared fresh concrete were sampled and measured six times each.
4.3.2 Experimental results and considerations
Figure 12 shows the measurement results for the residual amount of admixtures in the prepared mortar and fresh concrete for each dry-mixing time with each mixer. The results of the measurements are shown as averages of six times each. The results for each residual amount showed that, with both mixers, the amount of admixtures remaining in the liquid phase tended to increase as the dry-mixing time increased. This suggests that with a shorter dry-mixing time, more admixtures were adsorbed to the solid-phase component, and with a longer dry-mixing time, smaller amounts of admixtures were adsorbed. This surplus of admixtures can be considered to improve the workability of the concrete after the addition of admixtures, as observed practically with post-addition of admixtures.
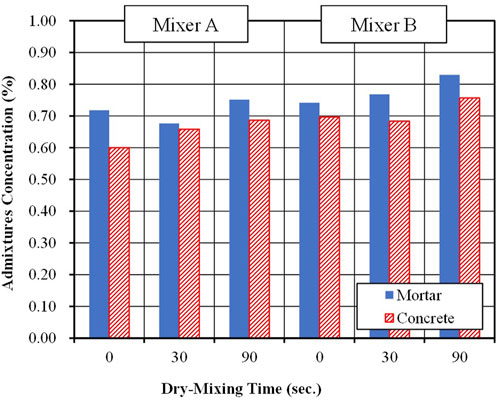
Figure 12. Residual amount of admixtures according to dry-mixing time.
Figure 13 is a schematical diagram showing the relationship between flocs and admixtures that we assumed based on the measurement results of the amount of the admixtures adsorbed.
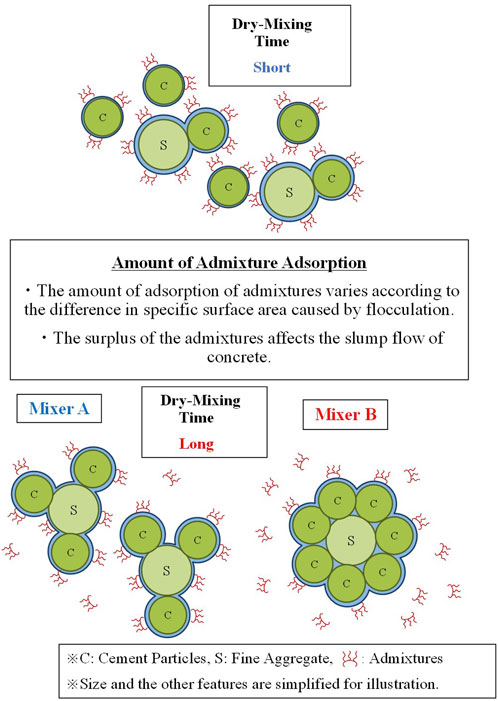
Figure 13. Mechanism of difference in amount of admixture adsorption with dry-mixing.
4.4 Investigation of influence of dry-mixing on workability of concrete
The above test results indicate that dry-mixing causes the surface moisture on fine aggregate to come into contact with cement particles, resulting in flocculation of cement particles. The specific surface area of cement particles becomes smaller, leading to a decrease in the amount of admixtures adsorbed. We believe that, with more flocculation at the initial state of mixing, a lesser amount of water comes into contact with the cement particles during the main mixing when the water is introduced, resulting in less premature admixture adsorption in advance.
These results reveal that the presence/absence of dry-mixing and its time affect the mortar properties. Specifically, flocculation caused by the surface moisture of fine aggregate and cement particles influences the amount of admixture adsorption and the flow values immediately after mixing. Therefore, it can be assumed that controlling flocculation allows the slump flow value immediately after mixing to be controlled.
In our view, it is not important to lengthen the dry-mixing time; rather, it is crucial to prepare the cement particles in a state suitable for the adsorption of admixtures to be added in the main mixing process.
In addition, the results of surface moisture migration described in Section 3.1 reveal that flocculation varies according to which mixer is used. Based on these results, we believe that the performance of the mixer has an influence on the appropriate conditions for flocculation.
We were able to conduct a number of experiments and verifications on the effect of dry-mixing in the mix proportion of high-strength concrete used in this study. However, not all of them were verified, as there are various properties of high-strength concrete in general. It is necessary to confirm the mechanism of dry-mixing and the influence on mixing performance the mix proportion of high-strength concrete other than the ones in this experiment. Specifically, the effects on flowability may differ depending on the type of cement, aggregate, and admixture. In the future, it will be important to demonstrate the effects of floc formation and admixture adsorption under various conditions, taking into consideration the operation in practical plants.
5 Conclusion
The findings obtained in this research are summarized below.
(1) In the revolving-double paddle mixer, variations in mortar properties, such as the amount of flocculation, which cannot be adequately represented by the flow value, significantly contribute to the subsequent slump flow value of the concrete. Specifically, even if the mortar flow values were the same, if the cement floc formation is different, the slump flow values after the coarse aggregate is added will differ significantly. The difference in the amount of floc formation due to the difference in mixing time between 30 and 90 s causes a difference of about 25 cm in slump flow value.
(2) Dry-mixing was confirmed to affect the properties of mortar even with the same mix proportion and under the same environment. This is because, prior to the addition of admixtures, as the contact time between the surface moisture on fine aggregate and cement increases, flocculation of cement particles occurs. This process reduces the specific surface area of the cement particles and diminishes the amount of admixtures adsorbed to the cement particles. The surplus admixtures contribute to the increase in the slump flow value of fresh concrete prepared by the subsequent mixing.
(3) As we were able to discover from the tests using the infrared multicomponent meter, the degree of flocculation during dry-mixing varies depending on how the material moves in the mixing mechanism. The results also suggest that there may be a floc shape that contributes to flowability.
Data availability statement
The original contributions presented in the study are included in the article/supplementary material, further inquiries can be directed to the corresponding author.
Author contributions
YS: Investigation, Writing–original draft, Writing–review and editing. TF: Investigation, Writing–original draft, Writing–review and editing. TK: Investigation, Writing–original draft, Writing–review and editing. YK: Investigation, Writing–original draft, Writing–review and editing.
Funding
The author(s) declare that no financial support was received for the research, authorship, and/or publication of this article.
Conflict of interest
Author YS was employed by Nikko Co., Ltd.
The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
Publisher’s note
All claims expressed in this article are solely those of the authors and do not necessarily represent those of their affiliated organizations, or those of the publisher, the editors and the reviewers. Any product that may be evaluated in this article, or claim that may be made by its manufacturer, is not guaranteed or endorsed by the publisher.
References
Aitcin, P. C., and Mehta, P. K. (1990). Effect of coarse aggregate characteristics on mechanical properties of high-strength concrete. Am. Concr. Inst. Vol-87, 103–107. doi:10.14359/1882
Ajay, N., and Girish, S. (2021). Rheology of fresh concrete - a review. J. Rehabilitation Civ. Eng. 9-3, 118–131. doi:10.22075/JRCE.2021.20557.1425
Asirvatham, D. (2022). Investigation of mobility parameters in rheological behaviour of low cement content mortars. Ottawa, Canada: uO Research.
Bassam, A. T., Mahmoud, H. A., Shaker, Q., and Abu Bakar, B. H. (2022). Influence of the proportion of materials on the rheology and mechanical strength of ultrahigh-performance concrete. Case Stud. Constr. Mater. 17, e01433. doi:10.1016/j.cscm.2022.e01433
Björnström, J., and Chandra, S. (2003). Effect of superplasticizers on the rheological properties of cements. Mater. Struct. Vol-36, 685–692. doi:10.1007/bf02479503
Eguti, H., Nawa, T., and Okubo, M. (1991). Effects of mixing time on the fluidity and strength of mortar (in Japan). Proc. Jpn. Concr. Inst. 13 (No.1), 149–154.
Gong, F., Jacobsen, S., Li, P., Wang, Z., Maekawa, K., and Koniorczyk, M. (2022). Modeling of path-dependent phase change in sorption and freezing of pore water for cementitious materials. J. Build. Eng. Vol-57, 104969. doi:10.1016/j.jobe.2022.104969
Grzegorz, L. G. (2024). Determination of fracture mechanic parameters of concretes based on cement matrix enhanced by fly ash and nano-silica. Materials 17 (17), 4230. doi:10.3390/ma17174230
Hanehara, S., and Yamada, K. (1999). Interaction between cement and chemical admixture from the point of cement hydration, absorption behaviour of admixture, and paste rheology. Cem. Concr. Res. Vol-29, 1159–1165. doi:10.1016/S0008-8846(99)00004-6
Ivan, N., Yahya, K., Nestor, E., Wernher, B., and Mauricio, L. (2022). Effect of supplementary cementitious materials on viscosity of cement-based pastes. Cem. Concr. Res. 151, 106635. doi:10.1016/j.cemconres.2021.106635
Jansen, D., Neubauer, J., Goetz, N. F., Haerzschel, R., and Hergeth, W. D. (2011). Change in reaction kinetics of A portland cement caused by A superplasticizer — calculation of heat flow curves from xrd data. Cem. Concr. Res. Vol-42, 327–332. doi:10.1016/j.cemconres.2011.10.005
Japan Construction Machinery and Construction Association. (2014). History of concrete Machinery (2). Construction Machinery and equipment, Vol. 66, No.4, pp. 82–88.
Ke-Ru, W., Bing, C., Wu, Y., and Dong, Z. (2001). Effect of coarse aggregate type on mechanical properties of high-performance concrete. Cem. Concr. Res. Vol-31, 1421–1425. doi:10.1016/S0008-8846(01)00588-9
Kumar, A., and Arghya, D. (2022). A review of the discrete element method for modelling the rheology of fresh concrete. Adv. Comput. Exp. Mech. Vol-I, 81–95. doi:10.1007/978-981-16-6738-1_7
Ministry of Land, Infrastructure, Transport and Tourism of Japan (2022). “Regarding the promotion of the use of precast construction method,” in Formulation of a collection of examples of the use of precast construction method in civil engineering works. second edition. Available at: https://www.mlit.go.jp/report/press/kanbo08_hh_000882.html (Accessed October 24, 2023).
Mollah, M. Y. A., Adams, W. J., Schennach, R., and Cocke, D. L. (2000). A review of cement–superplasticizer interactions and their models. Adv. Cem. Res. 12, 153–161. doi:10.1680/adcr.2000.12.4.153
Morita, K., Hibino, M., and Maruyama, H. (2001). Influence of fine aggregate surface water on mortar flow properties (in Japan). Proc. Jpn. Concr. Inst. 23 (No.2), 937–942.
Naima, A., Ammar, Y., Mohamed, N. O., and Mario, D. (2022). Influence of HRWR molecular weight and polydispersity on rheology and compressive strength of high-performance cement paste. Constr. Build. Mater. 327, 126980. doi:10.1016/j.conbuildmat.2022.126980
Nakamura, S., and Ogawa, S. (1999). Influence of fine aggregate condition on fluidity (in Japan). Proc. Jpn. Concr. Inst. 21 (No.2), 181–186.
Nawa, T., Eguti, H., Suzuki, M., and Fukaya, Y. (1990). Influence of mixing conditions on the fluidity of mortar containing high range water reducing admixture (in Japan). Proc. Jpn. Concr. Inst. 12 (No.1), 285–290.
Nomura, H., and Noguchi, T. (2015). evaluation of particles’ cohesion and dispersion states in the mixing process of cement paste with low water-to-binder ratio. Cem. Sci. Concr. Technol. 69 (No.1), 573–579. doi:10.14250/cement.69.573
Okada, S., Asahina, T., Nishizaki, T., and Chikamatsu, R. (1996). “Effects of mixing method on the quality of high flowable concrete (in Japan),” in Proceedings of the 51st annual conference of the. Japan Society of Civil Engineers.
Onyelowe, K. C., and Kontoni, D.-P. N. (2023). A critical review of rheological models in self-compacting concrete for sustainable structures. Sci. Rep. 13, 21296. doi:10.1038/s41598-023-48673-6
Prince, W., Lajnef, E. M., and Aı̈tcin, P. C. (2002). Interaction between ettringite and A polynaphthalene sulfonate superplasticizer in A cementitious paste. Cem. Concr. Res. 32, 79–85. doi:10.1016/S0008-8846(01)00632-9
Sakamoto, Y., Kawasaki, Y., Fukuyama, T., and Kim, Y. (2022). Influence of dry-mixing on mortar flow for high strength concrete (in Japan). Proc. Jpn. Concr. Inst. 44 (No.1), 850–855.
Sugamata, T., Hibino, M., Ouchi, M., and Okamura, H. (1998). Influence of mixing method on the effectiveness of a superplasticizer (in Japan). Proc. Jpn. Concr. Inst. 20 (No.2), 325–330.
Uchikawa, H., Sawaki, D., and Hanehara, S. (1994). Influence of kind and added timing of organic admixture on the fluidity of fresh cement paste. Proc. Jpn. Concr. Inst. 5 (No.2), 11–19. doi:10.3151/crt1990.5.2_11
Keywords: high-strength concrete, revolving-double paddle mixer, dry-mixing, flocculation, Cryo-SEM, adsorption of admixtures
Citation: Sakamoto Y, Fukuyama T, Kobayashi T and Kawasaki Y (2024) Influence of flocculation with dry-mixing on slump flow of high-strength concrete. Front. Built Environ. 10:1380103. doi: 10.3389/fbuil.2024.1380103
Received: 01 February 2024; Accepted: 23 September 2024;
Published: 03 October 2024.
Edited by:
Paul Awoyera, Covenant University, NigeriaReviewed by:
Ionut Ovidiu Toma, Gheorghe Asachi Technical University of Iași, RomaniaFuyuan Gong, Zhejiang University, China
Grzegorz Golewski, Lublin University of Technology, Poland
Copyright © 2024 Sakamoto, Fukuyama, Kobayashi and Kawasaki. This is an open-access article distributed under the terms of the Creative Commons Attribution License (CC BY). The use, distribution or reproduction in other forums is permitted, provided the original author(s) and the copyright owner(s) are credited and that the original publication in this journal is cited, in accordance with accepted academic practice. No use, distribution or reproduction is permitted which does not comply with these terms.
*Correspondence: Yasuhiro Sakamoto, eWFzdWhpcm8uc2FrYW1vdG9Abmlra28tbmV0LmNvLmpw