 Ramon Martinez Pereira
Ramon Martinez Pereira Anderson Luis Szejka
Anderson Luis Szejka Osiris Canciglieri Jr.
Osiris Canciglieri Jr.- Industrial and Systems Engineering Graduate Program (PPGEPS), Pontifical Catholic University of Parana (PUCPR), Curitiba, Brazil
Digital manufacturing has been challenged by the manufacturing industry to rationalize different ways to connect and exchange information and knowledge across different phases of manufacturing systems. One of the Industry 4.0 pillars is the horizontal and vertical integration with intelligent and self-adaptive systems. For this to be possible, the manufacturing industry applies an extensive range of software tools, such as GRAI, CIMOSA, MO2GO, ARIS, SCADA, MES, ERP, CAD, and CAM. Individually, each one performs its function to support the manufacturing process. However, when these multiple tools operate together using technical standards, some misinterpretation and mistake gaps are identified due to a lack of machine-to-machine (M2M) communication and users’ interpretation. This is recognized as a semantic interoperability problem. Semantic technologies, such as ontologies, have been proven to be a promising way to overcome semantic interoperability obstacles. Based on this context, this study is proposing a conceptual framework based on semantic technologies to create a solution to the horizontal and vertical integration and semantic interoperability obstacle. MANUMATE is the framework proposed, and it consists of three artifacts, 1) reference ontologies, 2) requirements, and 3) application ontology, and two processes, 1) ontology specialization and 2) information application. The MANUMATE framework is applied to two experimental case studies to validate the conceptual solution in two different applications, in the context of a long-life package for the beverages industry. These case studies help elucidate how the application of the framework could improve the information and knowledge exchange by providing a standard way to represent information among different stakeholders in the productive process. A discussion about the results is presented, revealing the benefits and limitations of the solution.
Introduction
Nowadays, companies need to answer quickly to the external changes concerning the stakeholder’s needs (Adamczyk et al., 2020). For this to be possible, the manufacturing industry applies a varied range of methods and techniques to support their activities, such as Graphs with Results and Actions Inter-related—GRAI (Doumeingts, 1985), Open System Architecture for CIM—CIMOSA (CIMOSA Technical Description, 1993), Method for Object-Oriented Business Process Optimization—MO2GO (Mertins and Jaekel, 2006), Architecture of Integrated Information Systems—ARIS (Scheer and Schneider, 2006)—for enterprise modeling; enterprise resources planning—ERP (Arik Ragowsky, 2002), supply chain management—SCM (Stadtler, 2008), manufacturing execution systems—MES (Kletti, 2007), supervisory control and data acquisition—SCADA (Boyer, 2009)—for manufacturing modeling and control, product lifecycle management—PLM (Stark, 2011), product development process—PDP (Baxter et al., 2008; Rozenfeld et al., 2012)—for product design. Together, all these tools must sustain the enterprise and manufacturing process, from the highest planning level to the shop floor, to guarantee the highest productivity with a lesser amount of loss and rework. Therefore, these systems must operate in an integrated manner (Palmer et al., 2018; Pereira et al., 2021).
All these systems share thousands of heterogeneous information and knowledge from multiple groups within and across institutional boundaries (Imran and Young, 2016; Szejka et al., 2017a; Szejka and Junior, 2017). For example, the wrong identification of an item in many parts with defects could cause the need for a recall in the automotive industry. The lack or low quality of information might generate several types of damages (time, quality, or financial loss). There is an extensive range of tools systems available for companies to control, manage, supervise, and maintain the manufacturing production process (Tao et al., 2018). Each system has its architecture and taxonomy since each one was developed by multiple producers. All these tools are created and optimized to aid a specific part of the manufacturing process. However, in several situations, there is not a single possibility of integration of the system, causing the extreme dependency on human participation and interpretation of the process (Kunath and Winkler, 2018; Adamczyk et al., 2020; Pereira et al., 2021; Bi et al., 2022). When the integration is predicted, it is usually based on specific standards that might not even be shared by the other applications. According to (Pease et al., 2020), the application of industrial communication standards can help it, but these tend to be focused on specific domains and it does not cover all the phases of the manufacturing process (horizontal integration) and the different levels of integration (vertical integration) that need to be managed it.
Based on this context, Figure 1 presents the classical integration of the manufacturing system following the DIKW hierarchy (Rowley, 2007). It also proposes two distinct levels of integration present in the processes of operation and production in manufacturing: vertical and horizontal integration. This represents ideal conditions where all the systems operate together and information traffic in all the ways. However, this situation does not happen (Curi de Moura Leite et al., 2017; Szejka et al., 2017a; Palmer et al., 2018; Adamczyk et al., 2020; Pereira et al., 2021). The actual manufacturing systems might have integration, but this is mostly based on industrial protocols, and they usually cannot reach more than two layers of information. In detail “A” of Figure 1, it is possible to verify that there is no specific system to aid the knowledge level, that is, applying the information captured from the processes. This happens because the functions of these levels are completely attributed to the managers and operators; in the actual systems, in general, there is not any automation or intelligence created to aid this process.
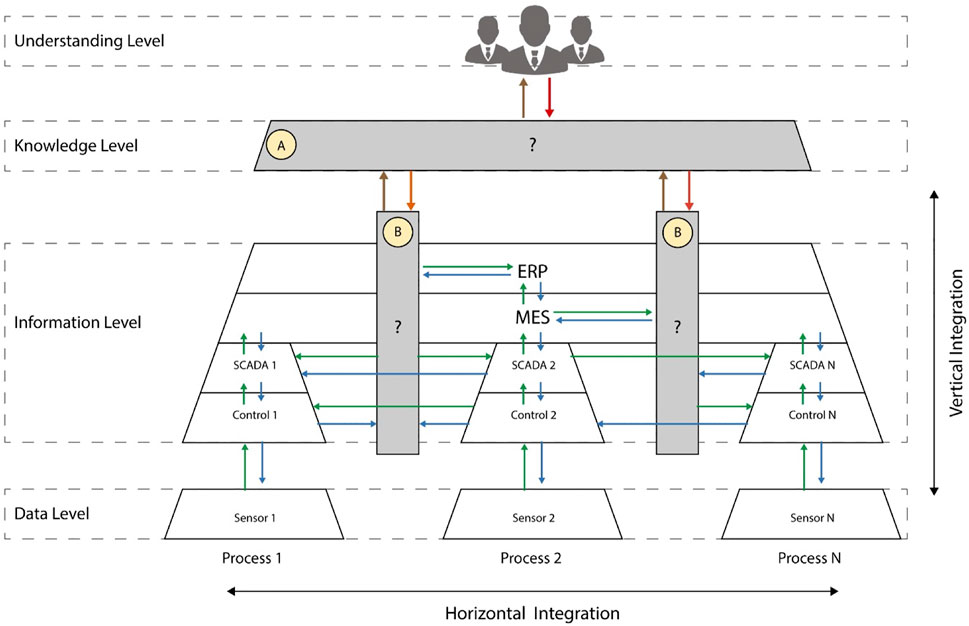
FIGURE 1. Elements for an integrated manufacturing system. Source: Pereira et al., 2021.
To create a tool for the automation of the knowledge level, all the information and knowledge from the process must be available. The detail “B” of Figure 1 points to the need for an element in the system to unify all knowledge and information coming from the most diverse layers of the integrated manufacturing system. Nevertheless, in this process two problems are identified: 1) the same information/variable being applied to different components (semantic issue) and 2) different information/variable being applied to the same component (syntactic issue) (Lin et al., 2004). These issues are known as semantic interoperability problems.
Based on this context, the principles of model-driven engineering (MDE) have emerged to face up the problem of complexity, multiplicity of taxonomy and platforms (Zacharewicz et al., 2020). In Schmidt (2006), the integration between model-driven engineering (MDE) and domain-specific language (DSL) was proposed, creating a common language and a reason to analyze information in multiple domains. DSL formalizes the application structure, behavior, and requirements in a single domain, and MDE structures the link between information through reasoning mechanisms in multiple domains. More recently, Zacharewicz et al. (2020) have proposed the Model-Driven Interoperability System Engineering (MDISE) that is dedicated to interoperability specification and conception in business-to-business (B2B) situation, but it uses formal models to represent the relationship between organizations.
Therefore, information and knowledge about the product development process (Szejka and Junior, 2017; Szejka et al., 2017b) and the production process (Chungoora et al., 2013; Adamczyk et al., 2020) can be formalized in a common language that can be shareable across different tools manufacturing systems. Ontology in engineering has emerged as a solution to support the semantic interoperability issues, modeling and representing the knowledge and information about the product and manufacturing process and establishing semantic mapping across different domains disseminating the correct information throughout the process. As discussed by Song et al. (2013), ontology in engineering can be classified into three classes: 1) conceptualizing knowledge—ontology can be used as a formal representation to illustrate the models and concepts; 2) supporting design annotation and enrichment—ontology can be used to enrich and elaborate concepts, to make concepts understood and explicitly; and 3) serving as mediation media—ontology is used as a representation form to share concepts among heterogeneous systems.
Based on this context, this research proposes and experiments a framework to support the information and knowledge exchange to achieve a vertical and horizontal integration across multiple industrial systems in a smart manufacturing process based on an ontological approach. It contributes through a solution to the intelligence to structure the information and knowledge and their relationships to support horizontal and vertical integration in the manufacturing systems.
The remainder of the article is structured as follows: Section 2 presents the technological background that contributes to designing the solution for this research. Section 3 explores the MANUMATE framework which is an ontological approach to support the horizontal and vertical information integration in smart manufacturing systems. Section 4 presents the application of the framework in two experimental cases of long-life milk packaging manufacturing. Finally, Section 5 discusses the contributions and limitations of this research.
Technological Background
This section explores the main related works that contribute to building the conceptual proposal of solution for this research. Section 2.1 presents the context of Industry 4.0 and vertical and horizontal integration that is the focus of this research. The main concepts of interoperability are explored in Section 2.2, including semantic and technical interoperability definitions. A technique that has been widely used to promote interoperability, defined as ontologies, is given in Subsection 2.3. This sub-section also presents how ontologies have been used to promote interoperability.
Industry 4.0—Vertical, Horizontal, and End-to-End Integrations
The movement defined as “Industry 4.0” has attracted more and more attention since it was first announced at the Hannover Fair in 2011 (Drath and Horch, 2014). The concept of “Industry 4.0” has first appeared in an article published by the German government in 2011 as a technological strategy for 2020. The term “Industry 4.0” appears again at Hannover Fair in Germany in 2013 and has become an important lead that global industries are pursuing (Zhou et al., 2018). Germany has developed a strategic plan to evolve from Industry 3.0 to 4.0. The main points according to Ma et al. (2019) can be summarized as building a network, researching two major themes, the realization of three integrations, and the achievement of eight planning objectives. Wang et al. (2019) have defined these three main ways to promote smart factories in Industry 4.0 as horizontal integration of value networks, vertical integration and networked systems, and peer-to-peer integration of the entire value-chain or end-to-end integration (Zhou et al., 2018).
Horizontal integration refers to integration between a resource and an information network in the value chain, to achieve seamless cooperation between enterprises and provide a real-time product and service. It also can be defined as the competition and cooperation between the enterprise and related enterprises. These relationships establish an ecosystem in which information, finance, and material can move continuously in cooperation (Stock and Seliger, 2016). Integration means, from the perspective of the systems, the interconnection of value elements such as equipment, people, organization, products, and processes (Tung, 2018). Vertical integration refers to networked manufacturing systems in the smart factories, as well as personalized custom manufacturing as alternatives to traditional fixed production processes. Vertical integration refers to the integration of relevant value elements such as people, equipment, and products within a manufacturing factory or line. This integration also includes integrating tasks like marketing, sales, services, and others (Marques et al., 2017; Tung, 2018). End-to-end integration means engineered numerical integrations across the entire value chain, implemented with the goal of every terminal having a digital value chain with integration between different companies, maximizing customization (Webster, 2008). The authors believe the vertical and horizontal integrations are the base and the way to get to the end-to-end integration, the reason why this work is focused mostly on these first two integrations.
A smart manufacturing system should be possible to link activities in the manufacturing value chain with CPS (Stock and Seliger, 2016). The horizontal and vertical integration allows better visualization of the manufacturing process, enabling it to react to customers’ necessities (Beier et al., 2020). Industry 4.0 aims to enable sensors, embedded terminal systems, intelligent control systems, facilities, and more to integrate an intelligent network within the CPS (Lu et al., 2020). This may happen by man-to-man, machine-to-machine, man-to-machine, or service-to-service, to achieve complete horizontal, vertical, and end-to-end integration (Kumar and Lee, 2022).
The practical benefits of Industry 4.0 include the flexibilization of manufacturing tasks, lead times reduction, and enabling small batch production (Tung, 2018). In addition, data analysis can help companies to provide high-quality services and productivity increase (Wang and Wang, 2016), and reduce manufacturing costs (Rüßmann et al., 2015, 0; Yoo et al., 2016). Industry 4.0 can be defined as a movement toward flexibility and automation in the manufacturing industry. It is also an intelligent plan for the next generation of operations in smart factories (Peters et al., 2016). However, from the standardization perspective, there is still a lack of commonly accepted standards, software, and hardware. To effectively implement Industry 4.0, it is necessary to choose formal standards (Liao et al., 2017). This might be considered a semantic interoperability issue.
Semantic Interoperability Issues in Vertical and Horizontal Integration
The concept of interoperability has been initially defined by IEEE as “the ability of two or more systems or components to exchange information and to use the information that has been exchanged” (IEEE, 1990). However, the technical definitions that are addressed in the IEEE-90 do not include the idea of preservation of meaning (semantics), but just the content. The U.S. branch of IEEE redefined the concept of interoperability in 2005, presenting a more complete version of the IEEE-90 (IEEE-USA Medical Technology Policy Committee, 2006), and defined interoperability as the ability “to use the information that has been exchanged,” which means that not only systems must be able to communicate with each other but also they must employ shared terminology and definitions. This secondary emphasis places a much greater burden on system designers and engineers to make the information truly usable in the distributed settings of the most varied environments.
To respond to changing market demand and technological evolution, enterprise systems need to be constantly and smoothly re-engineered in the actual industrial and economic context (Panetto and Molina, 2008). This is not only an information technology problem but also a strategic and organizational challenge. Manufacturing support tools provide valuable information support to decision-makers. However, they are not well integrated, and the traditional methods of integration, via interfacing, are expensive and subject to errors (Ray and Jones, 2006). The integration based on industrial standards can be helpful, but these tend to be focused on narrow domains and are not very well suited to managing and sharing the information across manufacture (Chungoora et al., 2013).
Even though ISA-95 (IEC/ISO 62264, 2013) is the most used reference standard for the interoperation of manufacturing tools, it is also limited by the lack of semantic consistency in interpretation (Palmer et al., 2018). Sanfilippo et al. (2019) have demonstrated the problem of misinterpretations among users of ISA-95, identifying 83 errors in a real-world example and explaining how these could have been avoided by semantical approaches. The necessity of improved standards has been recognized by Panetto et al. (2016). However, finding a robust and consistent way of representing the information, so that it can be shared with trust, is a substantial problem. The lack of a generally adopted standard in the domain of enterprises is a bottleneck for this development.
The literature points out that the use of ontologies should offer radical improvements to share information and knowledge, or at least to understand what can and cannot be shared (Palmer et al., 2018). The issues of misinterpretation among the multiple domains of the PDP are demonstrated by Canciglieri and Young (2010), Szejka et al. (2017a). The use of ontologies to formalize information and knowledge in product or manufacturing models, as well as ensuring interoperability across them, has been suggested by Panetto et al. (2012), Chungoora et al. (2013), Imran and Young (2016), Palmer et al. (2018). To ensure semantic interoperability, that is, promote the ability to model and share product design and manufacturing information knowledge reliably, it is necessary to establish standardized product and manufacturing models. In addition, relationships between these models must be established. Gunendran and Young (2006) explored an information and knowledge framework for capturing multi-perspective product design and manufacturing. They stated that the integration between the product and manufacturing models may contain several rules, equations, and variables to support the integration of information from multiple views. Canciglieri and Young (2010) have developed information mapping across plastic injection molding designs and manufacturing domains. However, a semantic interoperability analysis has not been performed to evaluate the impact of changing information in the steps of product or manufacturing modeling.
Even though shreds of evidence about structuring information from product and manufacturing models have been presented, a reliable way to integrate these two models in an interoperable manner has not yet been addressed in the context of manufacturing systems.
Ontology-Driven Interoperability
Ontologies have been applied in different areas and one of the many definitions describes them as an explicit specification of a conceptualization (Gruber, 1993). Despite the differences in the different ways to define ontology, they highlight that these are a representation or model that provides a basis for sharing meaning or knowledge (Young et al., 2007). The literature points out that the use of ontologies should offer improvements to share information and knowledge, or at least to understand what can and cannot be shared (Palmer et al., 2016).
Song et al. (2013) have summarized the most relevant ontological formalism. These are commonly separated into traditional ontology languages, such as FOL, DL, and KIF; and ontology markup languages, based on the XML language, such as RDF and OWL. The main difference between these groups is that the first one is based on the first-order logic (FOL) and later. Description logic (DL), and the second group have their syntax based on the eXtensible Markup Language (XML), which addresses the flexible information structuring according to Nurmilaakso et al. (2002).
The Web Ontology Language (OWL) is part of the W3C’s semantic web technology stack, as well as RDF, RDFS, SPARQL, and others (W3C, 2014). It can be defined as a Semantic Web language that is designed to represent rich and complex knowledge referring to things, groups of things, and relations between things. The knowledge expressed in OWL can be used by computer programs, for example, to verify the consistency of that knowledge or even make implicit knowledge explicit (W3C, 2012). OWL documents can be published on the World Wide Web and can refer to or be referred from other OWL ontologies. The current version of OWL, referred to as “OWL 2,” was developed and published in 2009, with a second edition published in 2012 as an extension to the 2004 version of OWL.
The Semantic Rule Web Language (SWRL) was created based on the combination of two OWL variations (OWL DL and OWL LITE). This language extends the set of OWL axioms to include Horn-like rules that can be combined with an OWL knowledge base. A simple example of a rule would be “hasParent” and “hasBrother” implies the “hasUncle” property, that is, if John has Mary as a parent, and Mary has Bill as a brother, then John has Bill as an uncle.
A significant amount of work has been realized in the field of engineering applying ontologies to solve specific problems (Szejka and Junior, 2017). A combination of Ontology Web Language (OWL) with Semantic Web Rule Language (SWRL) has been employed to solve many problems in representing constraints in formal models. Since OWL and SWRL consequently are based on the XML standard, there are several implementations in many different programming languages, such as Java, LISP, Python, Prolog, C, Ruby, Perl, C++, PHP, Javascript, ActionScript, Tcl, Objective-C, and others. In the industrial context, these powerful tools can be used to extract and model knowledge from the manufacturing process using the aid of semantic reconciliation tools. These can be dedicated applications or even standard integrators, such as OPC, that can help to adapt, contextualize, translate, and give meaning to information and knowledge coming from the many sources in the manufacturing context.
Conceptual Proposal of MANUMATE Framework
In engineering applications, ontology has been used widely in three main domains: 1) conceptualizing the information and knowledge; 2) supporting design annotation and information enrichment; and 3) establishing information mediation. Related works such as ONTO-PDM (Panetto et al., 2012), OntoSTEP ((Barbau et al., 2012), Interoperable Manufacturing Knowledge System—IMKS (Chungoora et al., 2013), and Interoperable Product Design and Manufacturing Systems—IPDMS (Szejka and Junior, 2017) explore the ontology to model the knowledge. Additionally, related works such as Semantic Interoperable Smart Manufacturing System (SISMS) (Adamczyk et al., 2020) and MApping FRAmework for Distributed Ontologies—MAFRA (Maedche et al., 2002) explore the ontology as mediation media.
According to the related works, this framework was built using the concept of reference ontologies that has specific knowledge about the product, manufacturing process, inputs and so on, and semantic mapping to establish the mediation through different systems and promote interoperable information and knowledge across the manufacturing process. The conceptual framework has been designated MANUMATE, and a conceptual representation of the framework is presented in Figure 2.
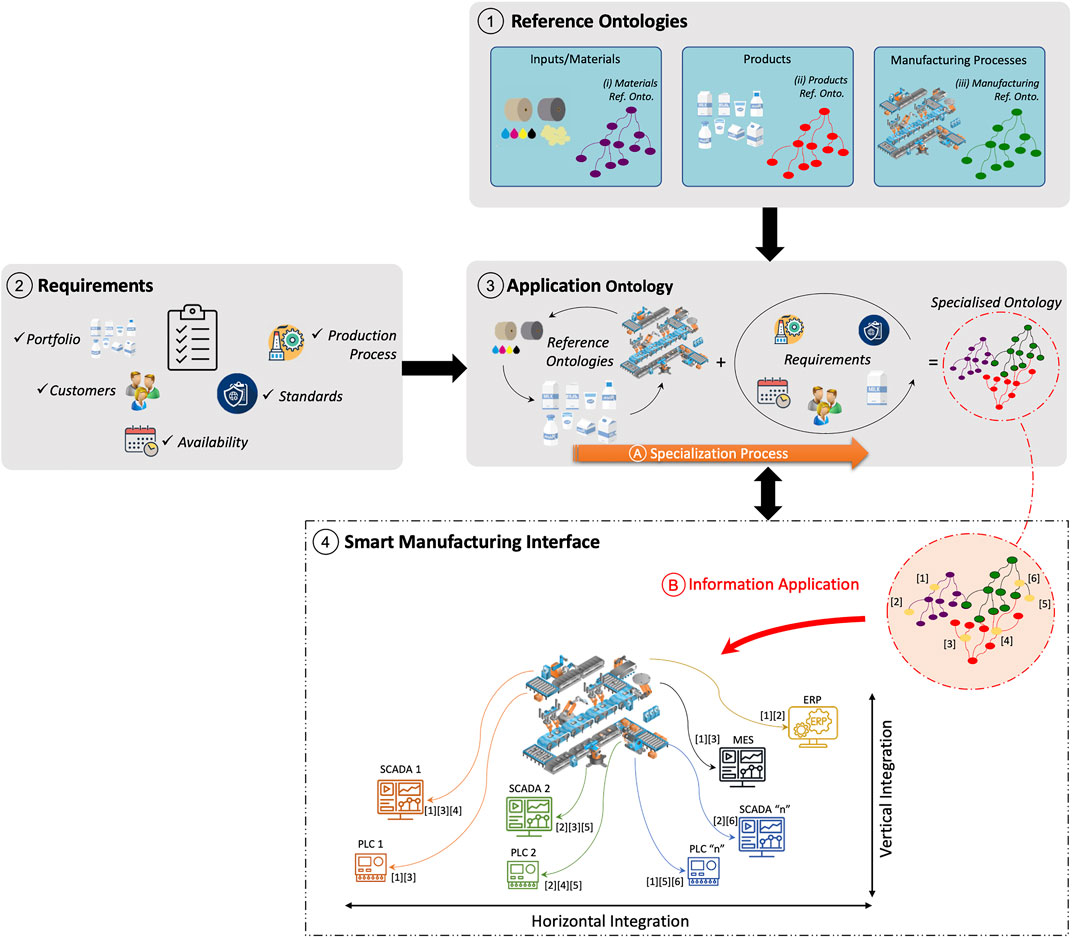
FIGURE 2. MANUMATE conceptual framework.
The MANUMATE conceptual framework was structured in 4 main layers:
• Reference ontologies (Detail “1” of Figure 2) is the first layer, and it gathers the knowledge and information representation about materials, products, manufacturing processes, etc. in a formal way.
• Requirements (Detail “2” of Figure 2) have information and constraints about the real process and it presents information about the production process (characteristics of the available productive processes), standards (technical, health, safety, etc.), availability (operator and machine resources, production planning and control), customers (characteristics of the final product that are important such as, size, anti-corrosive, and art to be printed), and the portfolio (products available for production).
• Application ontology (Detail “3” of Figure 2) is a unique specialized ontology that all information from the requirements, products, processes, and materials are combined and through the inference engine it is possible to identify inconsistencies in the manufacturing process in a virtual way.
• Smart manufacturing interface (Detail “4” of Figure 2) consists of the information application where the information concentrated in the application ontology is split and distributed in a way that every piece of the manufacturing system receives the necessary information directly, with reliability and consistency.
Reference Ontologies
The reference ontologies are the starting point of the MANUMATE framework. It gathers and structures concepts to formally represent the product design to be manufactured, manufacturing process, materials, etc. These concepts are modeled in an Ontology Web Language (OWL) using the concept of lightweight ontology (Giunchiglia and Zaihrayeu, 2009). This research uses three main reference ontologies to support the manufacturing process. They are product reference ontology, manufacturing process reference ontology, and materials reference ontology.
The product reference ontology (Detail “ii” of Figure 2) is the model of a generic product. It has the design of functional characteristics that are related to the application of the final product and non-functional characteristics. In the example of the carton package, functional characteristics can be the number of layers of plastic film, grammage of paper, plastic film, presence or not, and the grammage of aluminum foil, etc. Non-functional characteristics are the type of ink used, dimensions of the box, art used for printing, and others. It is important to reinforce that in this step only the schema of the product is modeled. In the example, the model represents a generic carton package that can be used further to represent a wide variety of carton packages.
Manufacturing process reference ontologies (Detail “iii” of Figure 2) are the models of the manufacturing processes that are or will need to be available in the industry being modeled, and the interactions between them. For this work only the manufacturing resources and planning models will be considered for the manufacturing model, a cost approach is suggested for future works. In the context of the example, the manufacturing resources can be the paper coating, printing, and crease-cutting processes, and the production control plan (PCP) can be considered as the process planning model.
Materials reference ontologies (Detail “ii” of Figure 2) are common models that are used for a wide variety of applications. These can be acquired and reused from the literature and/or common source web servers of the semantic web. In the context of this work, these can be carton paper, aluminum foil, polyurethane, and ink models. The next item describes the requirements that will be combined with these generic reference ontologies, to define specific ontologies that will be used to exchange information across the different domains of the manufacturing system.
Requirements
The requirements are a set of different information and knowledge that are necessary for the product’s lifecycle, that is, research and development, manufacturing, sales, and usage. It has specific information about the product to be manufactured, such as geometric dimensions, tolerances, customers application, laws and standards. All data information will be subclasses or instances of the reference ontologies. These arise from different sources and domains, such as manufacturing, business, customers, product development, logistics, and standardization institutes. The main types of requirements (Detail “2” of Figure 2) considered for this work are as follows:
• Production process: these can be the productive process constraints and limitations. They also represent the processes that are required to make a determined product, defined mostly by the product research and development process. For example, coating machine’s speed and crease/cutting position to make the package in the correct size.
• Standards: technical and quality standards that must be considered and attended to make the product, that is, during the manufacturing process. These standards are defined mostly by standardization institutes and by the company’s policies. In the context of the example, these can be the quality requirements on the printing process, the guarantee of thermal isolation, no biological contamination, and more.
• Availability: refers to the machines available at the time that the product will be produced. This is generally defined by the production planning team and shared through an MES system.
• Product portfolio: this is the set of products that are available to be manufactured by the company. The product portfolio is a range of options that can be selected and customized to fit the customers’ needs.
• Customers: these requirements represent the customers’ necessities, related to the final product and manufacturing process, that need to be attended
The requirements combined with the reference ontologies pass through the ontology specialization process.
Ontology Specialization Process
The ontology specialization process is responsible to relate reference ontologies with data information from the requirements. The ontology specialization process is shown in Figure 3, begins with two independent sources. According to (Chungoora et al., 2013; Szejka et al., 2017a), two subsumptions relations that enable taxonomies of classes and relations to existing are 1) subclass relation and 2) sub-relation. The third ontological relationship, which is not a subsumption relation, is 3) the instance-of, that makes the population of facts possible through the class instantiation.
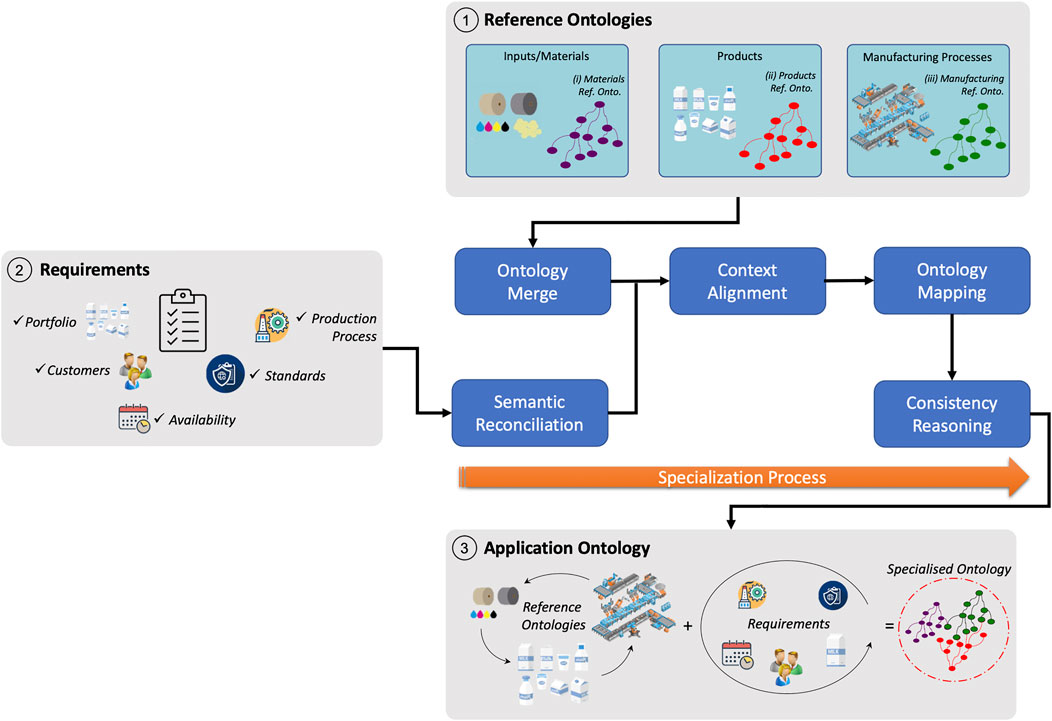
FIGURE 3. MANUMATE Ontology Specialization Process.
The reference ontologies (Detail “1” of Figure 3) that represent the knowledge about manufacturing processes, products, and materials are concentrated in single ontology, through the ontology intersection process, to represent the knowledge and information about the product that it will be produced. In parallel, the requirement (Detail “2” of Figure 3) information is inserted in the ontology through a semantic reconciliation process using the semantic rules.
In the sequence, both sources (Reference Ontologies and Requirements) are combined through the context alignment, and the reference ontology is adjusted to the context of the requirements. For example, adjusting the process to use the machine available when different machines produce the same item, selecting the desired product from a portfolio, and applying specific process requirements.
The next step is ontology mapping, where all the necessary information about the artifact is stored in an instance of the reference ontology. For the ontology mapping, the Semantic Web Rule Language (SRWL) is used. The final process is the consistency check, that is, the system validation of the ontology’s consistency through a reasoning process using the first set of semantic rules. For the reasoning process, the Pellet engine reasoner is used in this research. The result of the ontology specialization process is the application ontology (Detail “3” of Figure 3), where all the information and knowledge necessary for the manufacturing process are concentrated and available for further use.
Application Ontology
The application ontology is a specialized ontology that is a virtual representation of the desired final product. It gathers the specialized ontologies according to the data information from the requirements into a specific ontology of the product, respecting semantic rules. This process requires specialization approaches to well define the representation of the product, allowing their relationships without losing their meaning.
It contains all the information and knowledge regarding the product that will be used for the different steps of the manufacturing process. This includes information about the raw materials that will be used, product characteristics, and processes that the product will have to go through. As an instance of the final product, this application ontology is singular and should be created as soon as the necessity to make a product arises. The ontology will go through every part of the productive process and as soon as the product’s manufacturing is done, it should be destroyed. The application ontology is specific to each product that will be produced and should not be reused.
Whenever the appropriate knowledge and information are gathered into the application ontology, this can be used to exchange information across the various systems that are applied to the manufacturing context. This happens through the process of information application, described in the next sub-section.
Information Application
The information application process (presented in Figure 4) begins with a new reasoning process, using a different set of semantic rules. These are used to split the information, previously concentrated in the form of the application ontology, into new sets of information, directed to every piece of the manufacturing system.
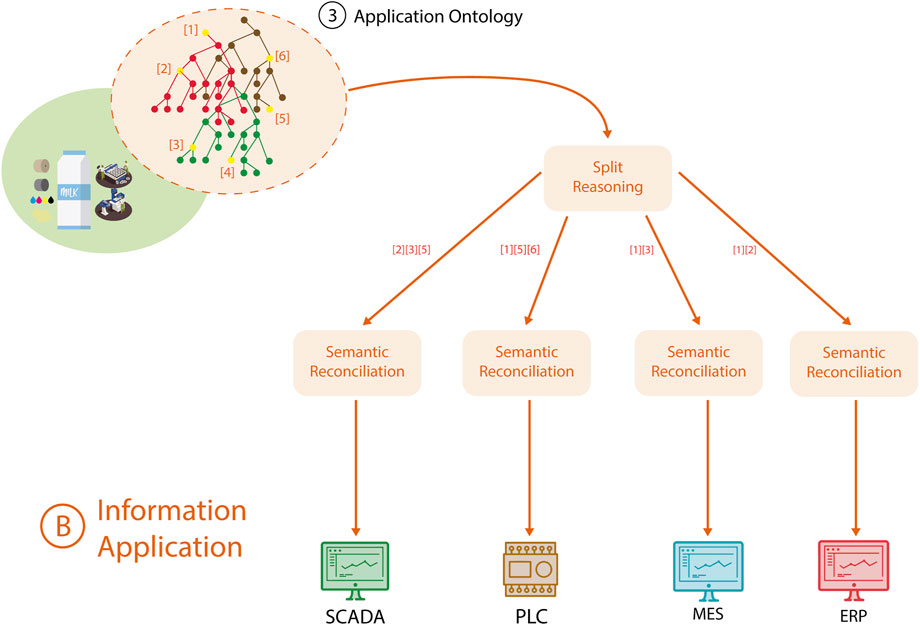
FIGURE 4. Information shared to the specific manufacturing process.
The information application is responsible after the reasoning process to distribute all specific information to different levels of the horizontal and vertical systems. For this, information application has semantic rules, which with the support of a set of plugins to ease the technical reconciliation (such as OPC, APIs, and libraries/packages), are responsible to decode the information to the manufacturing systems (enterprise resource planning—ERP, manufacturing execution system—MES, supervisory control and data acquisition—SCADA, and programmable automation controller—PAC). This process separates will take care of translating the information, that was previously in the form of ontologies, into a format that the system in concern can understand and apply to the manufacturing process.
Validation of the MANUMATE Framework in an Experimental Study
Eurostat1 reported that from 2007 to 2017 the “paper and cardboard” was the main package used in Europe, measured by the waste generated, which in 2017 corresponded to 31.4 million tones. This represents 41% of the packages used in the same year, followed by plastic (19%), glass (18%), wood (17%), and metal (5%). Other materials represent less than 0.3% of the total volume of packaging used in 2017.
Carton packages, also known as paperboard or folding carton, are included in the Eurostat report and have been widely used in contemporary day-to-day. According to Grand View Research,2 the global folding carton packaging market size was valued at USD 119,04 billion in 2018 and anticipated growth of 5,3% over the forecast period. The preference for this type of package as a biodegradable and recyclable package over plastic packaging is expected to drive the upcoming demand for the folding carton in the coming years.
A folding carton is made of paperboard, which has wide availability and sustainability at a lower cost making them a popular packaging choice among end-use industries. Another relevant factor is the variability of sizes and material compositions, which makes the product adaptable to a very wide range of end-use applications. They might package milk and juice cartons, cereal boxes, frozen food, shoes, cosmetics, candy, department store boxes, bags, sacks, wrapping papers, and many other products.
The manufacturing process for these types of packages differs depending on the desired final product. In general, they involve folding cartons made of paperboard, which is printed, laminated, cut, folded, and glued, not necessarily in this exact sequence. Then, those cartons are shipped flat to a packager and go through new steps to fold the carton into its final shape as a container for the final product.
The experimental cases presented in this work were developed based on the processes of an industry located in the state of Parana that makes carton packages to be used with beverages. The conceptual solution was applied to the context of a folding carton manufacturing system. For contextualization purposes, Section 4.1 presents an overview of the materials, processes, and products involved in the manufacture of the carton packages.
Overview of the Carton Packages Manufacturing Process
In the case studies developed for this work, a specific type of carton package was investigated. This company’s product is used to store and ship beverages of the most varied types, such as milk drinks (chocolate, strawberry, and pure milk), juices (citric and corrosive such as orange and lemon, and non-citric such as apple and grape), and other related products, such as milk cream and condensed milk.
To demonstrate the application of the MANUMATE framework in a real case, a small example of long-life milk manufacturing chain is proposed to promote interoperable information and knowledge management across its manufacturing systems. The long-life milk manufacturing chain presents multiple requirements and restrictions to guarantee the correct manufacturability of the product. However, each stakeholder involved in this process use a different taxonomy, the manufacturing process has different machines with different supervisory systems, controllers, sensor and motors and there is a portfolio with different designs, as presented in the example illustrated in Figure 5 and Table 1. All these systems and subsystems must operate under the best condition to guarantee the delivery and quality of the final product.
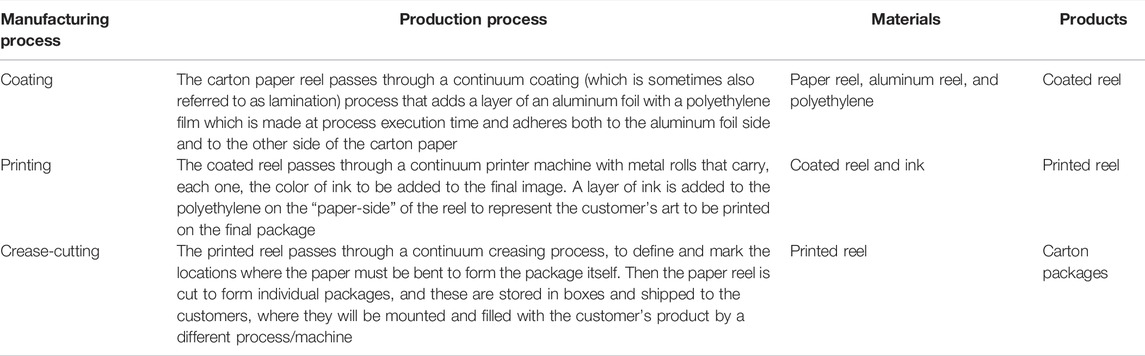
TABLE 1. Description of manufacturing processes involved in the experimental case.
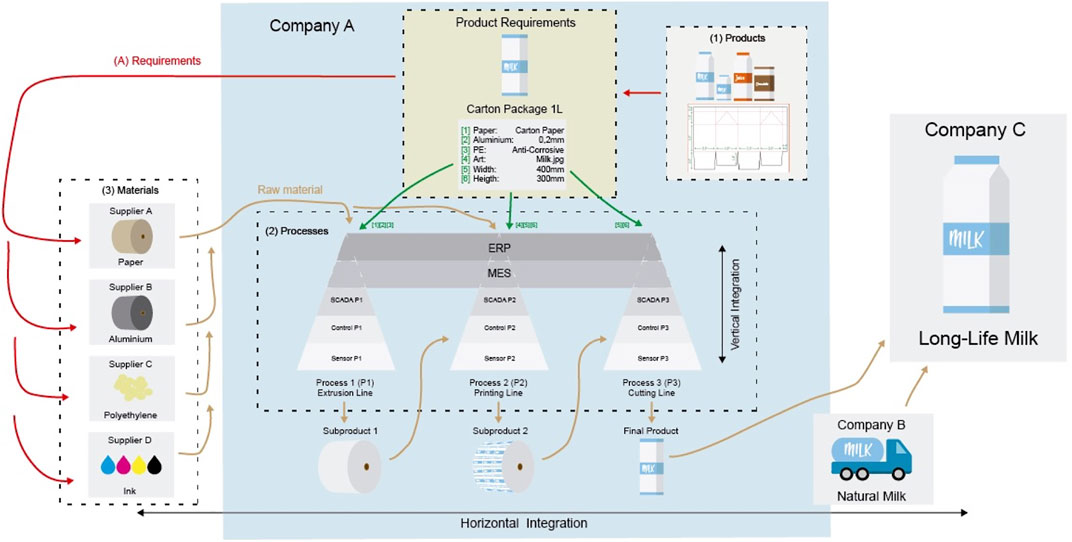
FIGURE 5. Information and knowledge relationship across the long‐life milk manufacturing chain.
As shown in Figure 5, heterogeneous information from multiple processes must be shared in the same company or across the company boundaries. Additionally, the information must be shared by multiple systems across different phases of the manufacturing process in nearly real-time. Company A in Figure 5 is long-life food packaging manufacturing, company B is the supplier of fresh milk, and company C is long-life milk manufacturing and distribution. Also, there are suppliers of raw materials (paper, aluminum, polyethylene, and ink) for the manufacturing process.
In this context, all information must be shared correctly, but misinterpretation and mistakes across the whole process were identified, implying losses throughout the process. In process 1 (P1—extrusion line) of Figure 5, for example, there is a problem with bending polyethylene, and this manufacturing problem impacts directly in the process 3 (P3—cutting line) of Figure 5, which is why it is necessary to remove the final product. Another problem is the paper thickness, which impacts process 1 (traction speed, traction force of the reel rollers, etc.), process 2 (printing speed, traction force of the reel rollers, etc.), and process 3 (cutting speed, shear stress, etc.). All this information must be manually inputted by the manufacturing operator and misinterpretation, or mistakes can occur across the process.
Before discussing processes and intermediary products, it is important to understand how this specific carton package is composed in general terms, that is, the composition of the final product that this company produces. The carton package is composed of the base carton paper, which is coated with an aluminum foil layer and a polyethylene film layer to protect the product from oxidation and light damage. A polyethylene outside the layer is added to protect the base carton paper from liquids, and improve the printed ink’s adherence, which enables the package to receive the product’s manufacturer-designed art.
Some variants could be applied to the package depending on the product that it will carry. These could be the types of polyethylene used (to protect the package from corrosion), the width of the polyethylene layer and aluminum foil, etc. But despite the different applications, all the different packages produced by the company share this same structure of layers and materials and passes through the same sequence of manufacturing processes. The carton packages manufacturing process in the company where the experimental case studies were developed has three main manufacturing processes.
In this manufacturing context, two case studies were picked and are described in the next sections. The objective is to demonstrate how the MANUMATE framework can be applied to real-world situations. A proof of concept has been developed for each case study with the owlready23 framework in Python4 programming language to demonstrate a simplified version of how the conceptual solution could be put into practice.
Case Study A: Anti-Corrosive Package
The customer is an acid juice manufacturer and requires anti-corrosive packages to store and ship his juice to his company’s customers. The customer requests an anti-corrosive package from the seller, which inputs the order into the ERP system for anti-corrosive packages. The production planner reads the customer order and needs to know how anti-corrosive packages are made. He knows that anti-corrosive packages are a sub-product of anti-corrosive coated reels and plans to produce a coated reel with the coat type anti-corrosive, inserting that information in the MES system. The coating machine operator gets the information in the MES system and verifies that he needs to produce a coated reel with type anti-corrosive. To make this coated reel, the operator must have the knowledge that for the coated reel to have the type of anti-corrosive a paper reel needs to be coated with a special type of polyethylene, also defined as anti-corrosive.
The first step of the MANUMATE framework is to select the reference ontologies. It represents the conceptual model and includes the three main classes as defined in the framework (material, process, and product) defined independently, with no relations between those ontologies. The Material class is inherited by the PaperReel class, which in this example case and to ease the understanding needs no properties; and Polyethylene class with a has_pe_type functional data property with range string. The manufacturing process in this case study is the Coat process, which is represented as a subclass of the Process class. There are no intrinsic properties that are necessary to represent in this example case for Process or Coat classes.
The Product class has an object property defined as has_sub_product, which domain and range are Product class, as well as its inverse property is_sub_product_of. The Product class is inherited by CoatedReel class, which has a has_coat_type functional property with range string; and the CartonPackage class that has a has_package_type functional property as well, with a string range. Figure 6 illustrates the structure of the reference ontology.
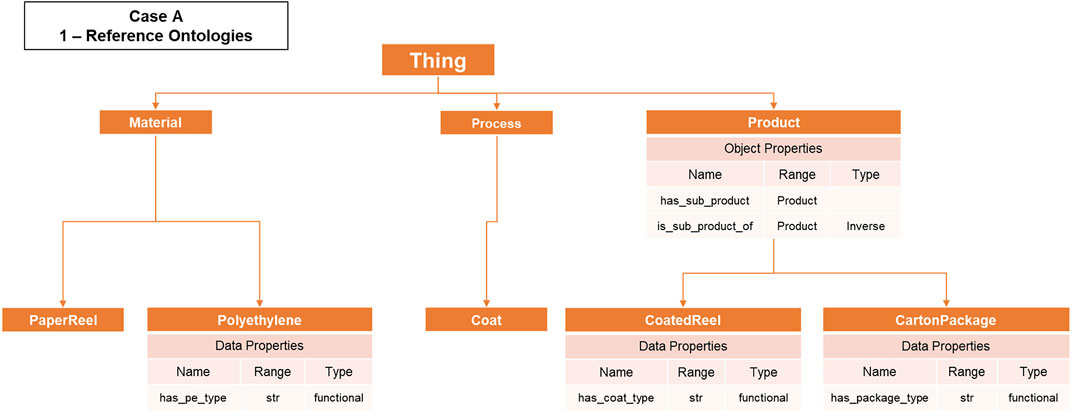
FIGURE 6. Case study A conceptual reference ontologies.
The next step in the MANUMATE framework is the ontology specialization process. The reference ontologies are enriched with information from the requirements. In the case study’s context, the Material class is enhanced with the inverse object property is_raw_material_of with a range of Process classes. The Process class (and by heritage Coat class is added with two object properties: has_final_product that has the range of Product class and represents the output of the manufacturing processes in this context, which is a product; and has_raw_material with the range Material, that represents the materials used as input to the manufacturing processes. The inverse object property is_final_product_of with range Process is added to the Product class, as a link of the origin of that product regarding manufacturing processes. Figure 6 presents the reference ontology architecture to support the experimental case “A.”
The application ontology is then constructed by defining individuals for the enriched ontology. The Material individuals are pe1 that is a member of polyethylene class and has_pe_type property is defined as anti-corrosive; and paper_reel1, that is a member of PaperReel class. The process individual is coat_proc1 that is a member of the Coat class. Product individuals are coated_reel1 member of CoatedReel class with has_coat_type defined as anti-corrosive, and carton_pack1 that is member of CartonPackage class with the property has_package_type with the value of anti-corrosive as well. To establish a link between these individuals, cross-properties are added. The individual coat_proc1 has a list containing pe1 and paper_reel1 individuals that they are assigned to the property has_raw_material. The coated_reel1 individual is defined as the value for the coat_proc1 individuals, has_final_product object property and it has property has_sub_product defined as the element carton_pack1. Figure 7 summarizes the specialized ontology based on these characteristics.
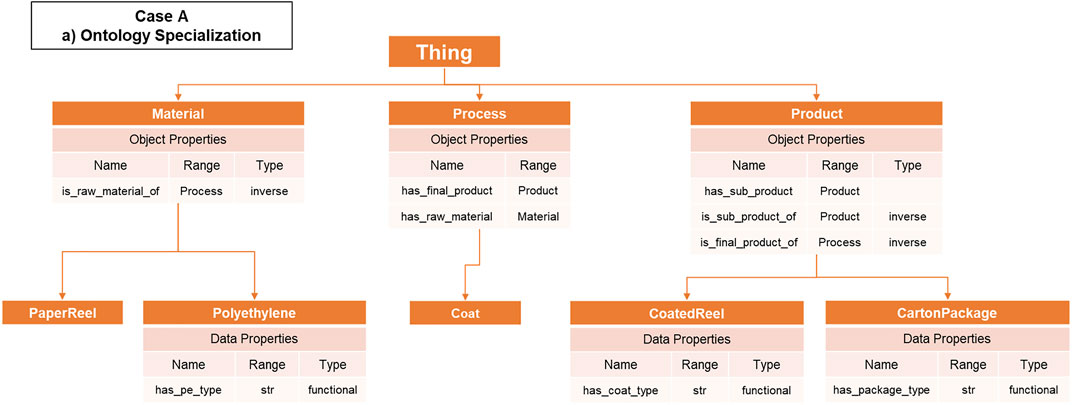
FIGURE 7. Ontology specialization concept in case study A.
In Figure 7, it is possible to verify the final step of the MANUMATE framework happening, where the information and knowledge modeled in the form of the application ontology is then applied to each pertinent part of the manufacturing process, without the need of human intervention. It is also relevant to notice the vertical integration happening in the manufacturing system.
Case Study B: Image to be Printed on the Carton Package.
In this case study, the final customer gets in contact with the seller to send the image that he wants to be printed in his carton packages, as described in Figure 8. The customer defines that his packages must have a specific image printed. The seller adds the packages’ request and image information into the ERP system. The production planner must know that to have packages printed with a specific image, it is necessary to have a printed reel with the image out of the print process, to then send to the cut process to make the packages. He adds that information to the MES system.
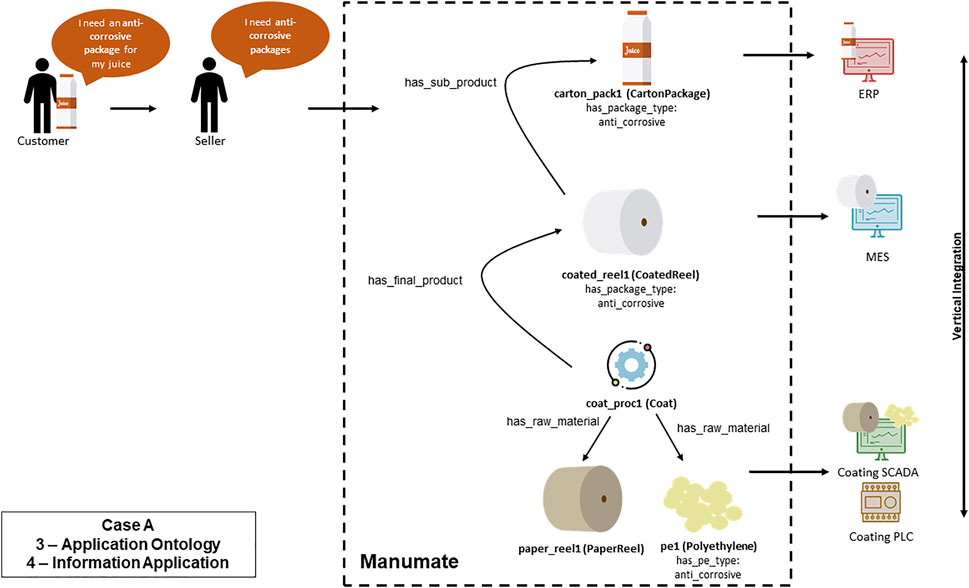
FIGURE 8. Application ontology and Information application for case study A.
The printer machine operator knows that to have a printed reel with a specific image, he must print a coated reel with the image in concern. But the operator also needs to know that the next manufacturing process uses a cutting tool that has a tool thickness that might cut a part of the printed image out of the final product. The printer operator then adds an offset spacing between the images printed and must agree with the cutter machine operator to use a cutting tool with the same value of tool thickness as the offset value.
The application for this case study of the MANUMATE framework starts with the reference ontology model. The reference ontologies of product, material, and process could be reused from the last case study, but the authors chose to use a new reference ontology.
The material subclasses are defined based on the raw materials that will be necessary as inputs of the manufacturing processes. Two classes are defined as subclasses of the material class: CoatedReel with no properties and PrintedReel with a has_image functional property with a range string. This represents the image that has been/will be printed on a PrintedReel individual. The PrintedReel class has been defined as a subclass of the material class because it is used as a raw material for the cut process but is also a subclass of the product class because printed reels are the final product of the print process. In case B, the Process class has also two subclasses. The print class represents the print manufacturing process and has two functional data properties: has_print_image with range str that represents the name of the image to be printed on the reel in the print manufacturing process; and has_offset with range int, which represents the offset to be applied between the images to be printed, so that they do not get cut on the cut manufacturing process. The Cut class is a model of the cut manufacturing process and contains the has_tool_thickness functional data property with a range of type int. This property is used to store the thickness of the tool to be used on the cut process. The Product class is the parent class of the already defined PrintedReel class, and the final product of this manufacturing process is the CartonPackage class. The latter has a single functional Data Property with range str defined as has_image, which represents the image that a CartonPackage has printed on it. Figure 9 presents the reference ontology architecture to support the experimental case “B.”
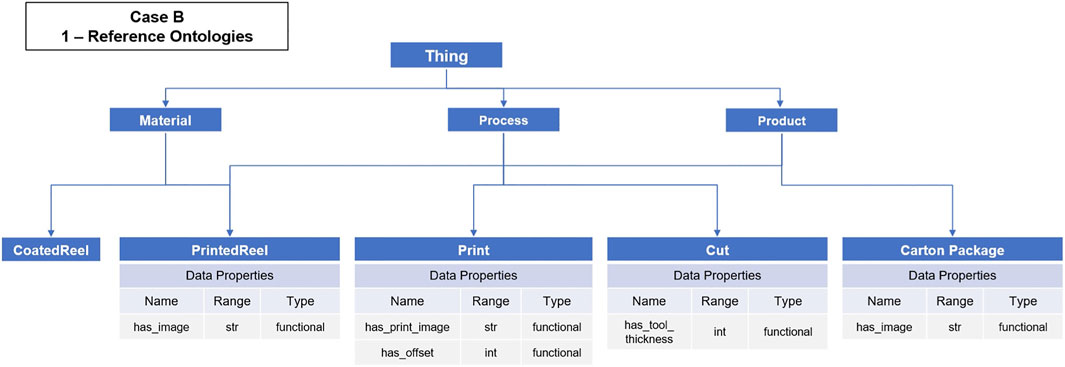
FIGURE 9. Reference ontologies for case study B.
The next step in the MANUMATE framework is to specialize the reference ontologies. For this manufacturing process, the modeling is the same as the case study A for the ontologies material, process, and product. Two object properties were added to the process ontology: has_final_product with range Product represents the final product that the manufacturing process produces and has_raw_material with range Material that corresponds to the raw materials used as a base by the manufacturing processes to produce the final product. The corresponding inverse object properties were added as well to material class the is_raw_material_of and product class the is_final_product_of properties, both with the range Process.
The next step in the MANUMATE framework implementation for case study B is defining the individuals in the application ontology. For the material individuals and using the CoatedReel class, the coated_reel1 is defined. The individual printed_reel1 is an instance of the PrintedReel class, and the value of “milk.jpg,” corresponding to the image of the case study, is assigned to the has_image property.
For the process individuals, the print_proc1 is declared from the class Print and the example image “milk.jpg” is assigned to the has_print_image property. The element cut_proc1 is an instance of the Cut class, with the has_tool_thickness property value of “5.” The product class has a single individual. Created from the subclass CartonPackage, the individual carton_pack1 also has the example image “milk.jpg” attributed as value to the has_image property. These individuals are then related to each other by assigning coated_reel1 as has_raw_material for print_proc1, which also has printed_reel1 assigned to the has_final_product property. The cut_proc1 property has_raw_material is defined as printed_reel1 and the has_final_product property receives the carton_pack1 as value. The print_proc1 property has_offset then receives the value of the cut_proc1 has_tool_thickness property.
The final application ontology and information application for case study B are demonstrated conceptually in Figure 10. The MANUMATE is represented as a support system, by receiving the input from the seller and sharing the necessary information to each of the systems in the manufacturing system. It is also possible to verify the vertical integration happening between the manufacturing systems, and the horizontal integration happening between the different correlated manufacturing processes.
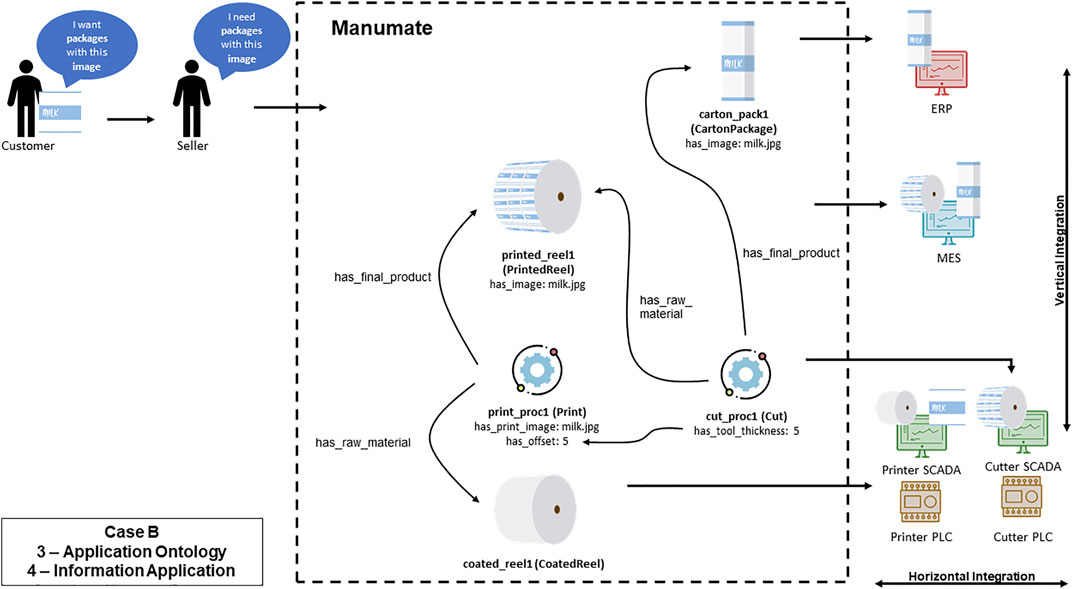
FIGURE 10. Application ontology and information application used in the case study B.
Discussion and Conclusion
The proposal of an ontology-based system to support the horizontal and vertical integration of manufacturing systems demonstrated a potential solution to overcome the issues to achieve a smart manufacturing system. However, the framework proposed which was named MANUMATE presents several limitations concerning mainly the technological utilization.
The first limitation found was the ontology merge process for the reference ontologies. At first, the three main ontologies (material, process, and product) were modeled separately, and the initial thought was to get them through a merge process. However, the ontology merge process is not trivial and requires context alignment and manual interventions to solve all issues. This process would be viable in a practical implementation but could limit the reusability of modeled/developed ontologies, which implies that every ontology used in the process would have to be designed specifically for it.
The other big challenge verified is that the ontology modeling process is not trivial and requires a specific mindset and set of skills, since the modeling is different from the usual programming languages. One example is that even though Python’s instances/individuals can only belong to one single class, in ontologies (Owlready2), an individual can belong to multiple classes. This requires the developer to go through a new learning curve when beginning to model information and knowledge in the form of ontologies, which implies the development of a new role of professionals when applying this to companies.
Despite the technical challenges the MANUMATE framework could provide an improvement in the way companies represent and exchange their information and knowledge. The commonly “human knowledge” has been modeled in the form of ontologies and can be standardized in a human-computer readable format (using OWL/XML format). That makes it possible to exchange and re-use this information between different systems, machines, processes, people, and even different companies in a reliable, automated, and secure manner.
In the application addressed by the experimental studies, having the ontologies modeled and developed in the Python language makes it possible, on MANUMATE’s information application step, to integrate with other industrial systems in many ways, just depending on the specificity of the equipment installed in the factory to be integrated. The examples of manners to integrate would be using HTTP APIs using python’s native requests5 library, integrating directly to the database with plugins like MySQL Connector,6 through OPC-UA Client Class7 or even directly to industrial equipment manufacturers’ protocols, using for example the STEP7 connector python-snap7.8
In the company referred in the case studies having the knowledge and information in the form of ontologies means, for example, that the head office could develop an ontology for the manufacturing systems and share it with the subsidiary offices, guaranteeing that the knowledge to produce the carton packages is disseminated through every single factory that requires additionally the integration of these processes can reduce drastically the necessity of human interference, increasing the confidence and quality of information, impacting directly on the productivity of the company.
This research contributes to a semantically interoperable digital transformation of the manufacturing industry, supporting the information and knowledge exchange across multiple manufacturing systems, but it has not analyzed the impacts of the new concepts such as digital twin and cyber–physical systems in the manufacturing process. Therefore, this will be the focus of future research, which will explore the impacts of semantic interoperability issues in the digital twin simulations.
Data Availability Statement
The original contributions presented in the study are included in the article/Supplementary Material, further inquiries can be directed to the corresponding author.
Author Contributions
RP: conceptualization, software, validation, and writing—original draft preparation. AS :conceptualization, visualization, analysis, and writing—manuscript preparation. OC: supervision and writing—review and editing.
Funding
This study was funded by Pontifícia Universidade Católica do Paraná (PUCPR)—01/2022.
Conflict of Interest
The authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
Publisher’s Note
All claims expressed in this article are solely those of the authors and do not necessarily represent those of their affiliated organizations, or those of the publisher, the editors, and the reviewers. Any product that may be evaluated in this article, or claim that may be made by its manufacturer, is not guaranteed or endorsed by the publisher.
Acknowledgments
The authors would like to thank the Pontifical Catholic University of Parana (PUCPR) and National Council for Scientific and Technological Development (CNPq) for the financial support of this research.
Footnotes
1Packaging waste statistics—Statistics Explained: https://ec.europa.eu/eurostat/statistics-explained/index.php/Packaging_waste_statistics#Recycling_and_recovery_rates.
2Folding Carton Packaging Market Size and Share | Industry Report, 2025: https://www.grandviewresearch.com/industry-analysis/folding-carton-packaging-market.
3Owlready2: https://pypi.org/project/Owlready2/.
4Welcome to Python.org: https://www.python.org/.
5Python’s Native Requests - https://pypi.org/project/requests/.
6MySQL::MySQL Connector/Python Developer Guide—https://dev.mysql.com/doc/connector-python/en/.
7OPC-UA Client Class—Python OPC-UA 1.0 documentation—https://python-opcua.readthedocs.io/en/latest/client.html.
8Python-Snap7—https://pypi.org/project/python-snap7/.
References
Adamczyk, B. S., Szejka, A. L., and Canciglieri, O. (2020). Knowledge-based Expert System to Support the Semantic Interoperability in Smart Manufacturing. Comput. Industry 115, 103161. doi:10.1016/j.compind.2019.103161
Arik Ragowsky, T. M. S. (2002). Enterprise Resource Planning. J. Manag. Inf. Syst. 19, 11–15. doi:10.1080/07421222.2002.11045718
Barbau, R., Krima, S., Rachuri, S., Narayanan, A., Fiorentini, X., Foufou, S., et al. (2012). OntoSTEP: Enriching Product Model Data Using Ontologies. Computer-Aided Des. 44, 575–590. doi:10.1016/j.cad.2012.01.008
Baxter, D., Gao, J., Case, K., Harding, J., Young, B., Cochrane, S., et al. (2008). A Framework to Integrate Design Knowledge Reuse and Requirements Management in Engineering Design. Robotics and Computer-Integrated Manufacturing 24, 585–593. doi:10.1016/j.rcim.2007.07.010
Beier, G., Ullrich, A., Niehoff, S., Reißig, M., and Habich, M. (2020). Industry 4.0: How it Is Defined from a Sociotechnical Perspective and How Much Sustainability it Includes - A Literature Review. J. Clean. Prod. 259, 120856. doi:10.1016/j.jclepro.2020.120856
Bi, Z., Zhang, C. W. J., Wu, C., and Li, L. (2022). New Digital Triad (DT-II) Concept for Lifecycle Information Integration of Sustainable Manufacturing Systems. J. Ind. Inf. Integration 26, 100316. doi:10.1016/j.jii.2021.100316
Boyer, S. A. (2009). Scada: Supervisory Control and Data Acquisition. 4th ed. Research Triangle Park, NC, USA: International Society of Automation.
Canciglieri, O. J., and Young, R. I. M. (2010). Information Mapping across Injection Moulding Design and Manufacture Domains. Int. J. Prod. Res. 48, 4437–4462. doi:10.1080/00207540902824974
Chungoora, N., Young, R. I., Gunendran, G., Palmer, C., Usman, Z., Anjum, N. A., et al. (2013). A Model-Driven Ontology Approach for Manufacturing System Interoperability and Knowledge Sharing. Comput. Industry 64, 392–401. doi:10.1016/j.compind.2013.01.003
CIMOSA Technical Description (1993). in CIMOSA: Open System Architecture for CIM Research Reports ESPRIT (Berlin, Heidelberg: Springer), 31–118. doi:10.1007/978-3-642-58064-2_3
Curi de Moura Leite, A. F., Canciglieri, M. B., Szejka, A. L., and Canciglieri Junior, O. (2017). The Reference View for Semantic Interoperability in Integrated Product Development Process: The Conceptual Structure for Injecting Thin Walled Plastic Products. J. Ind. Inf. Integration 7, 13–23. doi:10.1016/j.jii.2017.06.002
Doumeingts, G. (1985). How to Decentralize Decisions through GRAI Model in Production Management. Comput. Industry 6, 501–514. doi:10.1016/0166-3615(85)90031-4
Drath, R., and Horch, A. (2014). Industrie 4.0: Hit or Hype? [Industry Forum]. EEE Ind. Electron. Mag. 8, 56–58. doi:10.1109/MIE.2014.2312079
Giunchiglia, F., and Zaihrayeu, I. (2009). “Lightweight Ontologies,” in Encyclopedia of Database Systems. Editors L. LIU, and M. T. ÖZSU (Boston, MA: Springer US), 1613–1619. doi:10.1007/978-0-387-39940-9_1314
Gruber, T. R. (1993). “Toward Principles for the Design of Ontologies Used for Knowledge Sharing,” in Formal Ontology in Conceptual Analysis and Knowledge Representation (Padova: Kluwer Academic Publishers), 1–22.
Gunendran, A. G., and Young, R. I. M. (2006). An Information and Knowledge Framework for Multi-Perspective Design and Manufacture. Int. J. Comp. Integrated Manufacturing 19, 326–338. doi:10.1080/09511920500399508
IEC/ISO 62264 (2013). IEC 62264-1:2013. ISO. Available at: https://www.iso.org/cms/render/live/fr/sites/isoorg/contents/data/standard/05/73/57308.html (Accessed December 27, 2020).
IEEE (1990). IEEE Standard Glossary of Software Engineering Terminology. IEEE Std 610, 121–199084. doi:10.1109/IEEESTD.1990.101064
IEEE-USA Medical Technology Policy Committee (2006). NHIN: Interoperability for the National Health Information Network. Available at: https://ieeexplore.ieee.org/document/6978746 (Accessed January 8, 2022).
Imran, M., and Young, R. I. M. (2016). Reference Ontologies for Interoperability across Multiple Assembly Systems. Int. J. Prod. Res. 54, 5381–5403. doi:10.1080/00207543.2015.1087654
J. Kletti (Editor) (2007). “New Ways for the Effective Factory,” Manufacturing Execution Systems — MES (Berlin, Heidelberg: Springer), 1–39. doi:10.1007/978-3-540-49744-8_1
Kumar, N., and Lee, S. C. (2022). Human-machine Interface in Smart Factory: A Systematic Literature Review. Technol. Forecast. Soc. Change 174, 121284. doi:10.1016/j.techfore.2021.121284
Kunath, M., and Winkler, H. (2018). Integrating the Digital Twin of the Manufacturing System into a Decision Support System for Improving the Order Management Process. Proced. CIRP 72, 225–231. doi:10.1016/j.procir.2018.03.192
Liao, Y., Deschamps, F., Loures, E. d. F. R., and Ramos, L. F. P. (2017). Past, Present and Future of Industry 4.0 - a Systematic Literature Review and Research Agenda Proposal. Int. J. Prod. Res. 55, 3609–3629. doi:10.1080/00207543.2017.1308576
Lin, H.-K., Harding, J. A., and Harding, M. (2004). Manufacturing System Engineering Ontology for Semantic Interoperability across Extended Project Teams. Int. J. Prod. Res. 42, 5099–5118. doi:10.1080/00207540412331281999
Lu, Y., Liu, C., Wang, K. I.-K., Huang, H., and Xu, X. (2020). Digital Twin-Driven Smart Manufacturing: Connotation, Reference Model, Applications and Research Issues. Robotics and Computer-Integrated Manufacturing 61, 101837. doi:10.1016/j.rcim.2019.101837
Ma, Y., Xia, L., and Meng, W. (2019). A Review of Advanced Manufacturing Strategies and Development in Typical Industrialized Countries. J. Phys. Conf. Ser. 1237, 042007. doi:10.1088/1742-6596/1237/4/042007
Maedche, A., Motik, B., Silva, N., and Volz, R. (2002). “MAFRA - A MApping FRAmework for Distributed Ontologies,” in Knowledge Engineering And Knowledge Management: Ontologies And the Semantic Web Lecture Notes in Computer Science. Editors A. Gómez-Pérez, and V. R. Benjamins (Berlin, Heidelberg: Springer), 235–250. doi:10.1007/3-540-45810-7_23
Marques, M., Agostinho, C., Zacharewicz, G., and Jardim-Gonçalves, R. (2017). Decentralized Decision Support for Intelligent Manufacturing in Industry 4.0. Ais 9, 299–313. doi:10.3233/AIS-170436
Mertins, K., and Jaekel, F.-W. (1998). “MO2GO: User Oriented Enterprise Models for Organisational and IT Solutions,” in Handbook on Architectures of Information Systems International Handbooks on Information Systems. Editors P. Bernus, K. Mertins, and G. Schmidt (Berlin, Heidelberg: Springer), 649–663. doi:10.1007/3-540-26661-5_27
Nurmilaakso, J. M., Kettunen, J., and Seilonen, I. (2002). XML‐based Supply Chain Integration: a Case Study. Integrated Mfg Syst. 13, 586–595. doi:10.1108/09576060210448161
Palmer, C., Urwin, E. N., Pinazo-Sánchez, J. M., Cid, F. S., Rodríguez, E. P., Pajkovska-Goceva, S., et al. (2016). Reference Ontologies to Support the Development of Global Production Network Systems. Comput. Industry 77, 48–60. doi:10.1016/j.compind.2015.11.002
Palmer, C., Usman, Z., Canciglieri Junior, O., Malucelli, A., and Young, R. I. M. (2018). Interoperable Manufacturing Knowledge Systems. Int. J. Prod. Res. 56, 2733–2752. doi:10.1080/00207543.2017.1391416
Panetto, H., Dassisti, M., and Tursi, A. (2012). ONTO-PDM: Product-Driven ONTOlogy for Product Data Management Interoperability within Manufacturing Process Environment. Adv. Eng. Inform. 26, 334–348. doi:10.1016/j.aei.2011.12.002
Panetto, H., and Molina, A. (2008). Enterprise Integration and Interoperability in Manufacturing Systems: Trends and Issues. Comput. Industry 59, 641–646. doi:10.1016/j.compind.2007.12.010
Panetto, H., Zdravkovic, M., Jardim-Goncalves, R., Romero, D., Cecil, J., and Mezgár, I. (2016). New Perspectives for the Future Interoperable enterprise Systems. Comput. Industry 79, 47–63. doi:10.1016/j.compind.2015.08.001
Pease, S. G., Sharpe, R., van Lopik, K., Tsalapati, E., Goodall, P., Young, B., et al. (2020). An Interoperable Semantic Service Toolset with Domain Ontology for Automated Decision Support in the End-Of-Life Domain. Future Generation Comp. Syst. 112, 848–858. doi:10.1016/j.future.2020.06.008
Pereira, R. M., Szejka, A. L., and Canciglieri Junior, O. (2021). Towards an Information Semantic Interoperability in Smart Manufacturing Systems: Contributions, Limitations and Applications. Int. J. Comp. Integrated Manufacturing 34, 422–439. doi:10.1080/0951192X.2021.1891571
Peters, S., Chun, J.-H., and Lanza, G. (2016). Digitalization of Automotive Industry - Scenarios for Future Manufacturing. Manufacturing Rev. 3, 1. doi:10.1051/mfreview/2015030
Ray, S. R., and Jones, A. T. (2006). Manufacturing Interoperability. J. Intell. Manuf 17, 681–688. doi:10.1007/s10845-006-0037-x
Rowley, J. (2007). The Wisdom Hierarchy: Representations of the DIKW Hierarchy. J. Inf. Sci. 33, 163–180. doi:10.1177/0165551506070706
Rozenfeld, H., Forcellini, F. A., Amaral, D. C., Toledo, J. C. de., Silva, S. L. da., Alliprandini, D. H., et al. (2012). Gestão de desenvolvimento de produtos: Uma referência para a melhoria do processo. 1a edição. São Paulo: Saraiva Uni.
Rüßmann, M., Lorenz, M., Gerbert, P., Waldner, M., Justus, J., Pascal, E., et al. (2015). Industry 4.0: The Future of Productivity and Growth in Manufacturing Industries. Munich, Germany: Boston Consulting Group.
Sanfilippo, E. M., Kitamura, Y., and Young, R. I. M. (2019). Formal Ontologies in Manufacturing. Ao 14, 119–125. doi:10.3233/AO-190209
Scheer, A.-W., and Schneider, K. (2006). “ARIS - Architecture of Integrated Information Systems,” in Handbook on Architectures of Information Systems International Handbooks on Information Systems. Editors P. Bernus, K. Mertins, and G. Schmidt (Berlin, Heidelberg: Springer), 605–623. doi:10.1007/3-540-26661-5_25
Schmidt, D. C. (2006). Guest Editor's Introduction: Model-Driven Engineering. Computer 39, 25–31. doi:10.1109/MC.2006.58
Song, F., Zacharewicz, G., and Chen, D. (2013). An Ontology-Driven Framework towards Building enterprise Semantic Information Layer. Adv. Eng. Inform. 27, 38–50. doi:10.1016/j.aei.2012.11.003
Stadtler, H. (2008). “Supply Chain Management - an Overview,” in Supply Chain Management and Advanced Planning: Concepts, Models, Software, and Case Studies. Editors H. Stadtler, and C. Kilger (Berlin, Heidelberg: Springer), 9–36. doi:10.1007/978-3-540-74512-9_2
Stark, J. (2011). “Product Lifecycle Management,” in Product Lifecycle Management: 21st Century Paradigm for Product Realisation Decision Engineering. Editor J. Stark (London: Springer), 1–16. doi:10.1007/978-0-85729-546-0_1
Stock, T., and Seliger, G. (2016). Opportunities of Sustainable Manufacturing in Industry 4.0. Proced. CIRP 40, 536–541. doi:10.1016/j.procir.2016.01.129
Szejka, A. L., Canciglieri, O., Panetto, H., Rocha Loures, E., and Aubry, A. (2017a). Semantic Interoperability for an Integrated Product Development Process: a Systematic Literature Review. Int. J. Prod. Res. 55, 6691–6709. doi:10.1080/00207543.2017.1346314
Szejka, A. L., Junior, O. C., Panetto, H., Aubry, A., and Loures, E. F. R. (2017b). A Semantic Reconciliation View to Support the Interoperable Information Relationships in Product Design and Manufacturing. IFAC-PapersOnLine 50, 15896–15903. doi:10.1016/j.ifacol.2017.08.2357
Szejka, A. L., and Junior, O. C. (2017). The Application of Reference Ontologies for Semantic Interoperability in an Integrated Product Development Process in Smart Factories. Proced. Manufacturing 11, 1375–1384. doi:10.1016/j.promfg.2017.07.267
Tao, F., Cheng, J., Qi, Q., Zhang, M., Zhang, H., and Sui, F. (2018). Digital Twin-Driven Product Design, Manufacturing and Service with Big Data. Int. J. Adv. Manuf Technol. 94, 3563–3576. doi:10.1007/s00170-017-0233-1
Tung, C. M. (2018). Vertical Integration for Smart Manufacturing-The Dynamic Capability Perspective. J. Adv. Tech. Eng. Res. 4, 70–78.
W3C (2012). OWL - Semantic Web Standards. Available at: https://www.w3.org/OWL/(Accessed May 6, 2021).
W3C (2014). RDF - Semantic Web Standards. Available at: https://www.w3.org/RDF/(Accessed May 6, 2021).
Wang, L., and Wang, G. (2016). Big Data in Cyber-Physical Systems, Digital Manufacturing and Industry 4.0. Int. J. Eng. Manufacturing(IJEM) 6, 1.
Wang, Z., Chen, C.-H., Zheng, P., Li, X., and Khoo, L. P. (2019). A Novel Data-Driven Graph-Based Requirement Elicitation Framework in the Smart Product-Service System Context. Adv. Eng. Inform. 42, 100983. doi:10.1016/j.aei.2019.100983
Webster, P. M. (2008). End-to-end Integration and a Seamless User Experience. Oxford, UK: Chandos Publishing, 161–170. doi:10.1016/B978-1-84334-368-4.50009-8
Yoo, J.-W., Lee, M.-K., and Lee, W. S. (2016). Asymmetrical Corporate Responses to Economic Information: Applying the Firm Size Effect. J. Adm. Bus. Stud. 2. doi:10.20474/jabs-2.1.4
Young, R. I. M., Gunendran, A. G., Cutting-Decelle, A. F., and Gruninger, M. (2007). Manufacturing Knowledge Sharing in PLM: a Progression towards the Use of Heavy Weight Ontologies. Int. J. Prod. Res. 45, 1505–1519. doi:10.1080/00207540600942268
Zacharewicz, G., Daclin, N., Doumeingts, G., and Haidar, H. (2020). Model Driven Interoperability for System Engineering. Modelling 1, 94–121. doi:10.3390/modelling1020007
Keywords: manufacturing systems, horizontal and vertical integration, ontology, semantic interoperability, smart manufacturing
Citation: Pereira RM, Szejka AL and Canciglieri Jr. O (2022) Ontological Approach to Support the Horizontal and Vertical Information Integration in Smart Manufacturing Systems: An Experimental Case in a Long-Life Packaging Factory. Front. Manuf. Technol. 2:854155. doi: 10.3389/fmtec.2022.854155
Received: 13 January 2022; Accepted: 22 March 2022;
Published: 03 May 2022.
Edited by:
Amit Kumar Jain, Glasgow Caledonian University, United KingdomReviewed by:
Greg Zacharewicz, Institut Mines -Télécom Mines Alès, FranceSanyapong Petchrompo, Mahidol University, Thailand
Copyright © 2022 Pereira, Szejka and Canciglieri Jr.. This is an open-access article distributed under the terms of the Creative Commons Attribution License (CC BY). The use, distribution or reproduction in other forums is permitted, provided the original author(s) and the copyright owner(s) are credited and that the original publication in this journal is cited, in accordance with accepted academic practice. No use, distribution or reproduction is permitted which does not comply with these terms.
*Correspondence: Anderson Luis Szejka, YW5kZXJzb24uc3plamthQHB1Y3ByLmJy