
95% of researchers rate our articles as excellent or good
Learn more about the work of our research integrity team to safeguard the quality of each article we publish.
Find out more
ORIGINAL RESEARCH article
Front. Mater. , 25 January 2023
Sec. Structural Materials
Volume 9 - 2022 | https://doi.org/10.3389/fmats.2022.1074738
This article is part of the Research Topic Recent Advances in Asphalt Materials View all 7 articles
 Anmar Dulaimi1,2*
Anmar Dulaimi1,2* Shaker Qaidi3,4
Shaker Qaidi3,4 Shakir Al-Busaltan5
Shakir Al-Busaltan5 Abdalrhman Milad6
Abdalrhman Milad6 Monower Sadique7Mustafa Amoori Kadhim8Ruqayah Al-Khafaji9
Monower Sadique7Mustafa Amoori Kadhim8Ruqayah Al-Khafaji9 Mohanad Muayad Sabri Sabri10
Mohanad Muayad Sabri Sabri10Certain disadvantages could have appeared while using hot mix asphalt (HMA), such as the release of unhealthy gases into the environment (environmental issues), difficulty in sustaining the temperature over long distances (logistical issues), and consuming a sufficient amount of energy while preparing and laying down (practical and economic issues). To overcome the aforementioned issues, this study aimed to develop rapid-curing emulsified asphalt cold mixes (EACM) comprising a cementitious filler made from industrial by-product materials. Paper sludge ash (PSA) is used as an active filler for application in the EACM rather than conventional mineral filler. Additionally, to maximize the effect of PSA’s hydraulic activity, incinerated sewage ash (ISA) is utilized as an activator at a concentration of 0%–4% by mass of the aggregates. The results demonstrate that the use of waste PSA significantly improves the indirect tensile stiffness modulus (ITSM) by around 10 times more after 2 days than the traditional emulsified asphalt cold mixes. In addition, the improvement in ITSM was around 30% and 65% for 6%PSA+1%ISA and 6%PSA+4%ISA mixes, respectively. Furthermore, the rutting for the 6%PSA+1%ISA and 6%PSA+4%ISA mixes decreased to around 19% and 11% in comparison to the traditional 131-pen HMA. The formation of hydration products and rapid demulsification of asphalt emulsion, which results in binding within the mixtures, are responsible for the increased ITSM and rutting resistance. As a result, environmental issues are minimized, and energy preservation may be maintained.
As it does not need any heating processes, a mixture of bituminous materials formed at room temperature is called “cold mix asphalt” (CMA). Low-energy cold mix materials are of great interest for environmental, energy cost, and safety reasons, and could be used to replace current hot mix asphalt (HMA) (Dulaimi et al., 2016; Jian et al., 2020; Shanbara et al., 2021). The application of bitumen emulsion is mostly limited to surface treatments, such as surface dressing, slurry surfacing, and restoration work on low-traffic roads and sidewalks, due to its poor strength (Lu et al., 2013; Al Nageim et al., 2016). Their application as a structural layer has received comparatively less attention in the UK (Al-Busaltan, 2014; Kadhim et al., 2022). This relates to issues with inappropriate performance and the delay before full strength is reached following paving and the potential for rainfall to harm early life (Oruc et al., 2007). Emulsified asphalt cold mix (EACM), which is CMA using bitumen emulsion as a binder, has a relatively low initial strength and is regarded as an evolutionary material, particularly in its early life when initial strength is relatively low and grows up gradually (Usman et al., 2021; Dulaimi et al., 2022; Shen et al., 2022).
Previous investigations have shown that cementitious materials like ordinary Portland cement (OPC) and rapid-setting cement might be used to improve the mechanical properties of EACMs (Kadhim et al., 2018; Abdel-Wahed et al., 2022; Deb and Singh, 2022; Shen et al., 2022). According to certain research, cement can accelerate the demulsification of the asphalt emulsion and increase the EACMs’ early age strength by producing cement hydrates (Wang et al., 2015; Dołżycki et al., 2017; Du, 2018; Gan et al., 2022). Studies on the role of OPC in EACMs have demonstrated significant potential for increasing their early-age strength (Zhu et al., 2019; Wang et al., 2020). However, OPC has two significant effects: environmental impact and cost-effectiveness. Thus, reusing waste and industrial by-products in the preparation of EACMs is therefore justified for technical, economic, and ecological reasons (Al Nageim et al., 2016; Mahto and Sinha, 2022). From a technical viewpoint, these materials possess beneficial physical and chemical characteristics, especially the pozzolanic and cementitious activities. They are therefore appropriate for use in EACM to improve and accelerate its strength, such as early and long-term mechanical strength and durability. From an economic aspect, these materials may be inexpensive, and they can be used to replace more expensive materials; thus avoiding large waste disposal expenses. Furthermore, from an ecological point of view, there will be a saving in raw materials, avoiding disposal issues, conserving energy, and lowering carbon dioxide emissions (Aksoylu et al., 2022; Karalar et al., 2022; Russo et al., 2022).
Large quantities of by-product waste are produced and unused yearly, especially in construction areas. Several studies have been conducted in recent years to overcome the weaknesses of such EACM and achieve desirable strength comparable to HMA in a short time of curing (Ellis et al., 2004; Lu et al., 2021). Numerous researchers have reported that wastes that offer cementitious activity can be utilized in EACM since the latter has a significant amount of water required to lubricate the aggregates. They stated that this trapped water can be minimized by the hydraulic activity fillers and contribute to improving mixture efficiency. However, some waste fillers lack some chemical components that are necessary to complete the hydration process and require an activation agent to enhance filler activity (Shanbara et al., 2017; Du and Materials, 2018). Ellis et al. (2004) evaluated several storage-grade macadams bonded with bitumen emulsion and pulverized granulated blast furnace slag (GGBS). The findings demonstrate that when GGBS is used in settings of high humidity, stiffness and strength can develop. Thanaya. (2003) conducted trials using pulverized fly ash as a filler in the CMA under complete curing circumstances where the stiffness of the CMA was equivalent to that of the hot mix. These materials may be inexpensive, and they can be used to replace more expensive materials, thus avoiding large waste disposal expenses. Al-Busaltan et al. (2012); utilized waste materials to create a new EACM with improved mechanical qualities when compared to conventional HMA due to the use of a new binder produced by the hydration of the waste domestic fly ash with the trapped water in the EACM. The filler interaction with the asphalt emulsion to create the mastic plays a vital role in deciding the initial and final mix’s mechanical and durability performance. Recently, Xu et al. (2020) addressed the interaction ability between the polymer emulsion and the mineral filler by obtaining the rheological characteristics of the created mastic. They reported that the asphalt emulsifier type has a significant impact on the final adhesion strength, especially when acidic aggregate is used.
With increased environmental concerns, sewage sludge ash, a waste product that is frequently dumped, presents a possible value-added method of recycling waste materials into EACM additives. With the exception of permanent deformation resistance, which is marginally lower but still acceptable, the overall performance of the warm mix asphalt (WMA) combination with sewage sludge ash-derived zeolite was superior to that of the WMA mix with commercial addition and equivalent to that of the HMA (Zou et al., 2022). The management and disposal of sewage sludge from sewage treatment facilities have grown to be a significant issue in high population density cities all over the world. This has led to growing environmental and economic issues (Lam et al., 2016). The ash from the incinerated sewage sludge is a waste product of the combustion of sludge during wastewater treatment. Previous studies revealed that ISA exhibits pozzolanic activity (Monzó et al., 1996; Pan et al., 2003). Therefore, ISA may be used in cement or concrete to partially replace Portland cement. Due to the fact that ISA is a waste material, consideration must be given to its environmental impact when it is reused for other purposes. In the UK, approximately 1.4 Mt–1.7 Mt of sewage sludge is produced each year, with approximately 25% of this being incinerated (Pavlík et al., 2016). Despite certain areas lacking adequate landfill space, the majority of this burned sludge ash gets disposed of there, and the cost of disposal in landfills is likely to climb due to the escalation of landfill tax. However, the problem with the incineration of sewage sludge ash is the presence of heavy metals in its composition, which turns it into a probable pollutant, and that justifies a concentrated search for substitutes for its landfill. Tenza-Abril et al. (2015) substituted sewage sludge ash at percentages of 2%–3% for mineral filler in asphaltic pavement mixtures and examined the newly developed bituminous mixture in terms of various indices:cantabro abrasion test and water sensitivity for durability; stiffness modulus and rutting resistance for mechanical strength evaluation. They concluded that the treated mixtures achieved comparable properties to those mixtures incorporating cement and hydrated lime.
The use of OPC in EACM technology has significantly improved mechanical and durability performance (Tian et al., 2020). However, such materials may involve higher initial costs and a negative environmental impact. To add to this, it has been observed that waste materials such as paper sludge ash and sewage ash pose both environmental and human hazards. These wastes are produced in such large quantities that their disposal or dumping presents a significant issue and a significant engineering barrier for their full usage in civil structures. This motivated the usage of such waste materials in EACM mixtures. So, the cement industry’s contribution to global warming and energy output might be decreased. Additionally, there is a lack of research on how PSA and ISA filler dosages affect the overall road performance of EACM because so few investigations have been carried out. The present study focuses on validating the use of PSA and ISA in an innovative way as fillers in EACM and evaluating the performance of strength, rutting, and moisture susceptibility in EACM mixes for road pavements.
Crushed granite aggregate, which is frequently used to manufacture asphalt concrete hot mix, was used in this investigation. The aggregate grading was asphalt concrete 20 mm dense binder, as per BS EN 13108-1 (European Committee for Standardization, 2016a), Figure 1.
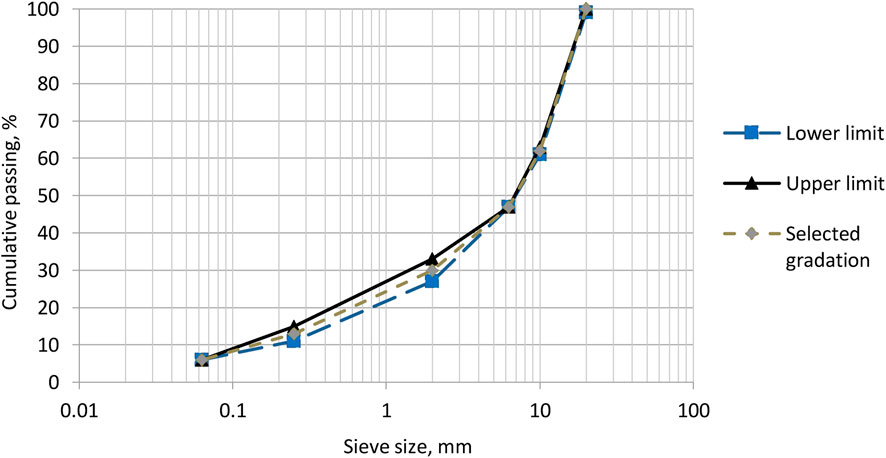
FIGURE 1. The aggregate gradation.
Throughout this work, a slow-setting cationic emulsion with 60% residual base bitumen (100/150 pen grade) was used (provided by Jobling Purser, Newcastle, United Kingdom). For HMA, penetration grades of 40/60 and 100/150 were used.
Traditional mineral filler (TLF) (supplied by Francis Flower, United Kingdom), waste paper sludge ash (PSA), and incinerated sewage sludge ash (ISA) were the three types of filler employed in this investigation.
PSA and ISA are industrial waste products resulting from the combustion of waste and by-product materials in a power plant. Physical and chemical properties play a substantial role in EACM preparations and service life stages. The comparative physical properties and chemical compositions of the above waste and by-product materials are summarised below.
ISA has been supplied by the incinerator of the wastewater treatment plant from United Utilities Limited sewage sludge incineration system located at Mersey Valley SPC, Widnes, United Kingdom. The Mersey Valley Sludge Pipeline is used to transport the digested sludge to Shell Green. The sludge is centrifuge-dewatered to a dry solids content of about 26% before being transported to sludge dryers. After that, it is fed into a fluidized bed incinerator, which runs at a temperature of 800°C–900°C. After being extracted from fly ash using an electrostatic precipitator, it is kept in a silo for collection before being dumped in a landfill. The production in the region is about 16–20,000 tonnes of material per annum. The material has around 10% water added as it is very fine and brown-coloured.
PSA samples were collected from a United Kingdom recycled newsprint mill using recycled recovered magazines and newspapers. PSA results from the incineration of paper sludge ash and other input materials throughout the recycling of newspapers and similar products.
The particle size distribution curves of filler materials obtained by the laser analysis method (A Beckman Coulter Laser Diffraction Particle Size Analyser LS 13 320) are shown in Figure 2. It can be observed that the d10, d50, and d90 of ISA were 1.313 μm, 19.55 μm and 99.91 μm, respectively. Most of the particles of PSA have d10, d50, and d90, which are equal to 2.991 µm, 41.24 µm and 119 µm, respectively. It can be stated that TLF is composed of 1.454 μm, 24.22 μm, and 96.48 μm d10, d50, and d90, respectively.
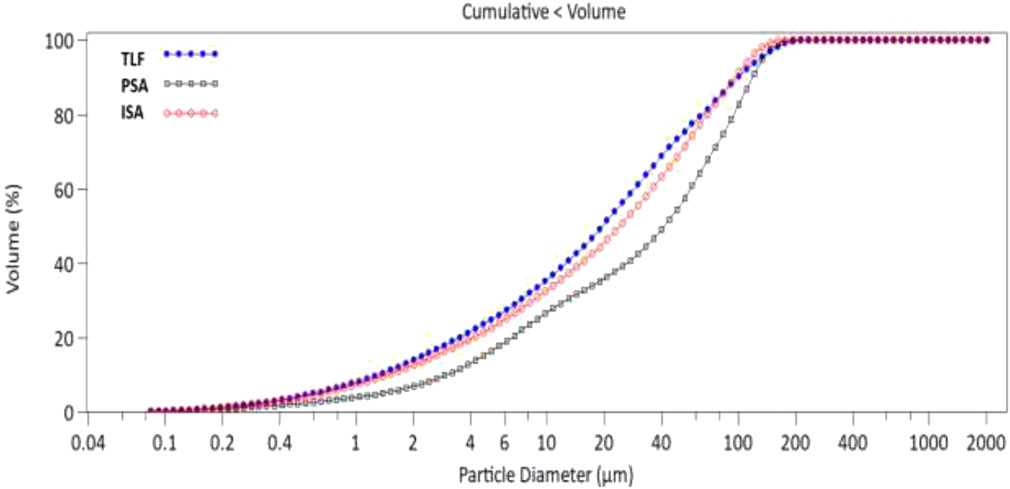
FIGURE 2. Particle size distributions of filler particles.
It can be observed, as listed in Table 1, that the ISA has a significant content of SiO2, Fe2O3, CaO, and Al2O3, which generates good expectations about using it as an active addition and shows its potential for use as a pozzolanic material. The SO3 content is determined by semi-quantitative analysis to be .749%. Lam et al. (2016) reported that the main components in ISA are Al, Si, Fe, Ca, P, and Na. In addition, the findings demonstrate that silicon dioxide (SiO2) and calcium oxide (CaO) make up the majority of the TLF. Furthermore, the quantitative chemical analysis by Energy Dispersive X-ray Fluorescence (EDXRF) (using a Shimadzn EDX 720, energy dispersive, X-ray fluorescence spectrometer) of PSA revealed that the major oxides are Ca, Al, Si, Mg, and Fe, with some trace elements.

TABLE 1. EDXRF analysis, %.
The petrographic analysis by scanning electron microscopy (SEM) (using both Inspect S and Quanta 200 scanning electron microscopes) shown in Figure 3 supports the similarity of grain size distribution among three candidate fillers revealed during the particle size analysis displayed in Figure 2. However, the distinctive disparity in agglomeration of particles in the case of ISA & PSA against TLF justifies the industrial incineration process experienced by these fillers. To speed up the expected hydraulic and pozzolanic reactions of the selected fillers in the proposed EACM, the agglomerated particles must be spread out through emulsion interaction.
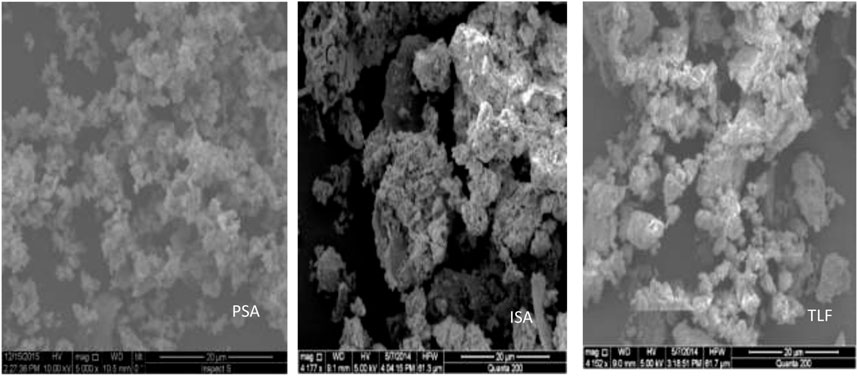
FIGURE 3. SEM view of filler particles.
Figure 4 displays the ISA, PSA, and TLF’s X-ray diffraction (XRD) patterns (using a Rigaku Miniflex diffractometer). The powder XRD of ISA revealed the mineralogy composed of quartz (SiO2), hematite (Fe2O3), magnetite (Fe3O4), and whitlockite (Ca3(PO4)2) with some amorphous phases. The mineralogical configuration of PSA in XRD reveals that the powder diffraction pattern is crystalline due to the fact that it has sharp peaks and minimal background noise; the principal crystal peaks were lime (CaO), mayenite (Ca12Al14O33), calcite (CaCO3), gehlenite (CaAl [Al,SiO7]), and merwinite (Ca3Mg [SiO4]). In addition, calcite (CaCO3) and quartz (SiO2) were the two primary crystal peaks that could be seen in the X-ray diffraction pattern of the TLF.
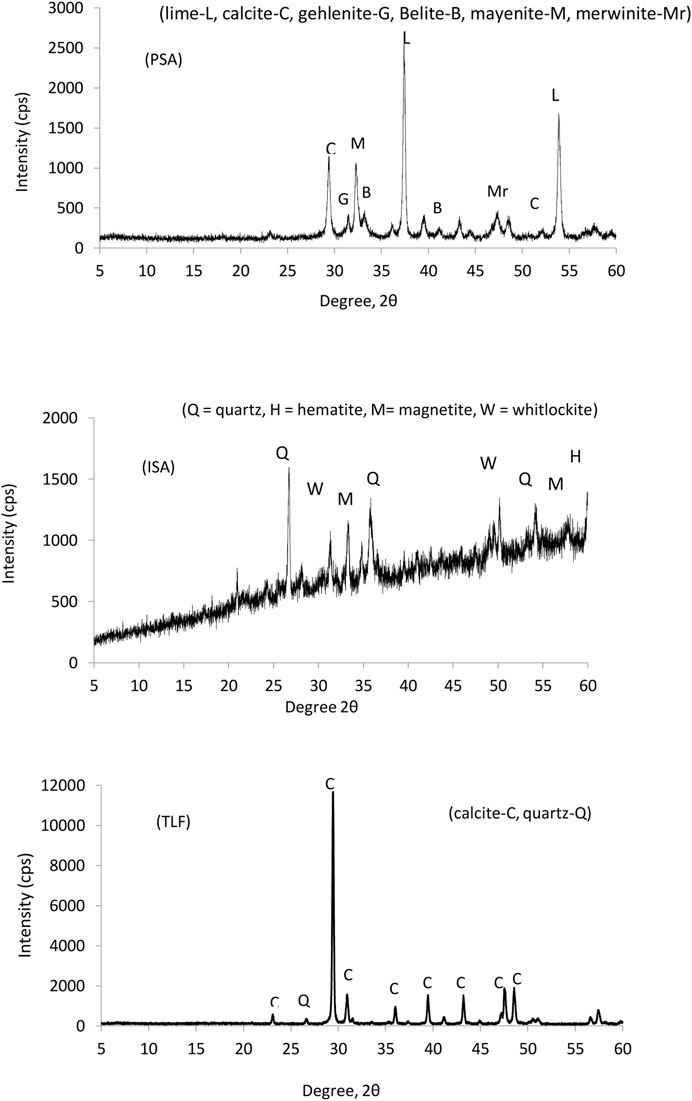
FIGURE 4. Powder XRD pattern of the fillers.
The approach established by theAsphalt Institute, (1997) (Marshall Method for Emulsified Asphalt Aggregate Cold Mixture Design (MS-14) (Asphalt Institute 1997)for developing the cold asphalt bituminous emulsion mixtures served as the basis for the design procedure. The incorporation of waste and by-product materials was accomplished by substituting a portion of the typical mineral filler. PSA was the main material that substituted filler percentage, which is 6% by aggregate weight.
To assess the impact of replacing PSA for traditional mineral filler at five different replacement percentages (0, 1.5, 3, 4.5, and 6) % by aggregate weight, the indirect tensile stiffness modulus test (ITSM) was carried out. Such a replacement of the PSA was to examine the performance of the mixes with 25%, 50%, 75%, and 100% of PSA as a replacement of TLF. ISA was utilized to activate the PSA and was added as an extra percentage of the total aggregate weight to explore its full potential. Additionally, the results were contrasted with those obtained using conventional hot asphalt concrete and cold asphalt concrete that included limestone. The specimen was compacted using a Marshall hammer and 50 blows were delivered to each face.
The sample conditioning for ITSM testing was accomplished in two stages. The specimens were left in the mould for 1 day to prevent specimen disintegration, which represents the first stage of the specimen’s condition according to the procedure adopted by the Asphalt Institute. The samples were produced the following day and placed in a vented oven at 40°C for an additional day to reach the second stage. This curing regime, i.e., 24 h@ 20°C plus 24 h@ 40°C, corresponds to 7–14 days in the field, as proven by Jerkins (2000). Following these steps, all the samples were left in the lab at 20°C and tested at different ages, i.e., 2, 7, 14, and 28 days. All the materials were completely mixed at each stage of addition through a Hobart mixer.
An appropriate comparison for analysed waste materials can be derived by the measurement of their ITSM compared to the normal AC 20 hot dense binder course. Throughout the experiment, two types of hot binder course mix, AC 20 dense binder course 100/150 and AC 20 dense binder course 40/60, were used with the same aggregate type and gradation. The ideal binder content by weight of aggregate was 4.6 percent, as per PD 6691 (European Committee for Standardization, 2016b) for the dense binder AC 20 course.
The emulsion mixtures were made and compacted at room temperature, whereas the laboratory mixing temperatures for hot mixtures were (150–160°C) for the 100/150 pen and (160–170°C) for the 40/60 pen. Specimens of EACM were fabricated with different ratios of PSA (0%, 1.5%, 3%, 4.5%, and 6%) as a percentage of dry aggregate instead of mineral filler. ISA was utilized as an addition in varying proportions (.5%, 1%, 2%, and 4% by total aggregate mass) to investigate the influence of PSA added to the EACM on the ITSM. Three samples were made for each test to ensure the accuracy of the results.
Figure 5 displays the EACM specimen testing methods. First, an indirect tensile stiffness modulus (ITSM) test was used to evaluate the mixes’ early-age strength. Then, tests for rutting resistance and moisture susceptibility were used to evaluate the engineering performance. Finally, the SEM technique was used to characterize the microstructural characteristics of EACM.
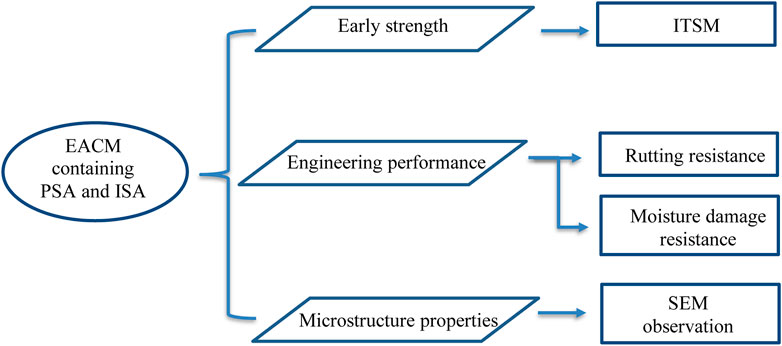
FIGURE 5. Experimental plans.
Under heavy traffic loads, asphalt pavements are vulnerable to surface distress such as rutting, fatigue cracking, thermal cracking, and moisture damage (Li et al., 2020; Jiang et al., 2022). The ITSM test was performed to examine the asphalt mixtures’ ability to withstand cracking at moderate temperatures. Principally, the ITSM was utilized: Using the Cooper Research Technology HYD 25 testing apparatus, the test was done in compliance with BS EN 12697-26 (European Committee for Standardization, 2012). Specimens of EACM were fabricated for different ratios of PSA from 0%, 1.5%, 3%, 4.5%, and 6% as a percentage of dry aggregate instead of mineral filler. By using the Hobart mixer, the material components (aggregate and filler material) were combined with the pre-wetting water content and low-speed mixing for 1 min. Then, bitumen emulsion was slowly added during the next 30 s of mixing. Two minutes of mixing at the same speed followed. Table 2 shows the test setup.
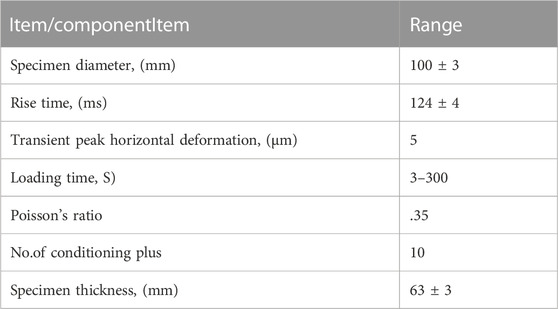
TABLE 2. Conditions of the ITSM test.
The wheel-tracking test was conducted to evaluate the asphalt mixtures’ resilience to rutting at high temperatures. According to BS EN 12697-22 (European Committee for Standardization, 2003), test specimens with dimensions of 400 mm in length, 305 mm in width, and 50 mm in thickness were created for the wheel-tracking test. For this test, a small model HYCZ-5, a wheel-tracking device with a 50 mm moving rubber wheel and a linear variable differential transducer system, was used. A maximum of 10,000 passes were used for each test, and rut depth was measured. The tests were performed at 45°C according to BS EN 13108 (European Committee for Standardization, 2016a). The setup of the test can be shown in Table 3.
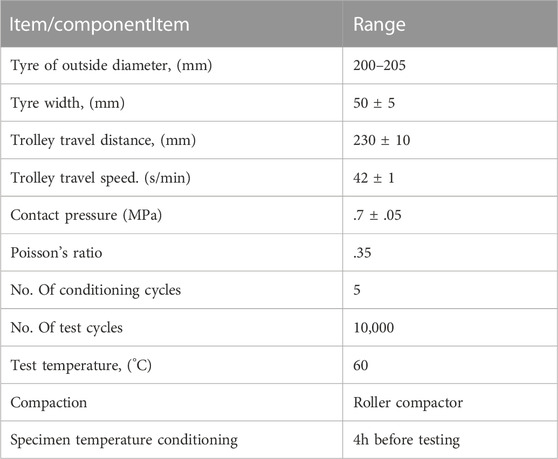
TABLE 3. Wheel-track test conditions.
According to BS EN 12697-12 (European Committee for Standardization, 2008), test specimens with a diameter of 100 mm and a thickness of 62.5 mm were created for the moisture susceptibility test. To assess the moisture sensitivity, the stiffness modulus ratio (SMR), which represents the ratio of stiffness modulus after conditioning, over stiffness modulus before conditioning, was performed. The specimens were partially placed in water and conditioned in water at 40°C for 72 h after being vacuumed for 30 min at 6.7 kPa. After that, they were kept in the lab for 4 days. At 20°C, the ITSM of both the conditioned and unconditioned specimens was tested. After that, the samples were then kept in the lab for 96 h. The stiffness modulus after conditioning (SMR) is the ratio of the stiffness modulus before conditioning. At 20°C, ITSM was tested on both the conditioned and unconditioned specimens.
Figure 6 displays the outcomes of the test for the indirect tensile stiffness modulus. It is evident that when the PSA increased, the stiffness rate of the EACM mixes at early ages improved. With curing time, the ITSM dramatically increased for all EACM combinations with PSA, especially for the higher concentrations. This compares to conventional HMA with TLF, which indicates imperceptible variations in ITSM with time. The goal ITSM of 2157 MPa for the 131 pen HMA may be surpassed in 2 days for the EACM containing 6% PSA. The ITSM of EACM containing 6% PSA increased by approximately 10 times in comparison with conventional EACM -TLF at just 2 days. The EACM containing 6% PSA had a 30% improvement in the ITSM value in comparison to the 131 pen HMA at 2 days of age, while its ITSM value is close to that of the 49 pen HMA after nearly 28 days, indicating the positive effect of this kind of filler replacement. In general, the addition of PSA to EACM mixes increased the ITSM significantly. These findings are consistent with those obtained by Al-Busaltan et al. (2012).
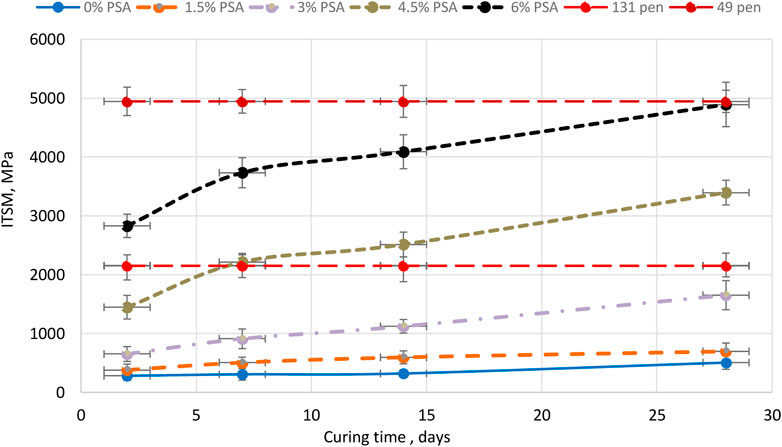
FIGURE 6. ITSM results.
The properties of PSA are responsible for this improvement, i.e., the cementitious property with high water absorption as well as high pH, which play a substantial role by producing a high bond within the internal microstructure. So, the reasons for this enhancement in ITSM are the generation of a new binder, in addition to the residue binder, as a result of the hydration process of the hydraulic reaction of PSA. In addition, the trapped water, which considerably forms the mixture’s weakness, was consumed by the hydration process. Furthermore, the presence of PSA in the EACM increases the breaking of bitumen emulsion as it increases the pH due to the alkaline nature of the PSA paste. This allows the bitumen emulsion to flocculate and coalesce rapidly due to an increase in the dissociation rate of the emulsifier on the bitumen droplets (Wang et al., 2013). It was reported that the presence of cementitious materials speeds the demulsification of bitumen emulsion, which could increase the strength of EACM (Dolzycki et al., 2017).
ISA was incorporated as an addition in varying amounts (.5%, 1%, 2%, and 4% by total aggregate mass) as shown in Figure 7 to assess the impact of including PSA in the EACM on the ITSM. Furthermore, a comprehensive comparison has been considered with the conventional hot AC 20 and EACM. The experimental results indicate that PSA and ISA enhance the stiffness of EACM mixes.
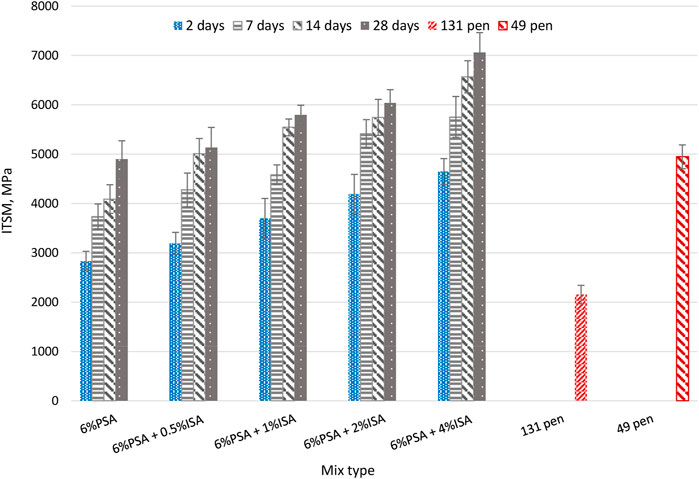
FIGURE 7. Effect of ISA addition and curing time on ITSM.
The ITSM test was conducted following BS EN 12697-26 (European Committee for Standardization, 2012) at various ages, i.e., 2, 7, 14, and 28 days, to determine the degree of ITSM growth in the EACM containing ISA with PSA. From these figures, it might be said that adding calcium hydroxide-rich PSA to pozzolanic material improves the performance of the mixture PSA. It contains a high concentration of silica oxide, which influences the pozzolanic reaction when it reacts with calcium hydroxide, Ca(OH)2, formed during the hydration process. Thus, generating more calcium silicate hydrate (C-S-H) gels has helped with the strength development of the PSA with ISA mixtures. It can be stated that a stiffness of more than 2152 MPa, comparable to the soft asphalt hot mix’s stiffness, can be achieved easily with 6% of PSA and .5% ISA after only 2 days. In addition, stiffness comparable to the hard asphalt hot mix’s stiffness can be achieved with 6% of PSA with 4% ISA after 2 days, which proves the efficiency of the ISA in the improvement of stiffness. There was an increase in hydration degree due to the addition of ISA, so the main aim of the ISA was to activate the PSA hydration process. In more detail, the increase in the ITSM of the mixes with 6%PSA +.5%ISA, 6%PSA +1%ISA, 6%PSA +2%ISA ,and 6%PSA +4%ISA after 2 days of curing were around 13%, 31%, 50%, and 64%, respectively, compared to reference 6%PSA.
Waste materials like ISA could be added to EACM to improve its characteristics as well as address the issue of disposal. The packing of the mixture is physically improved by these components acting as micro fillers. Therefore, a denser microstructure will be formed. They combine chemically with calcium hydroxide (CH) in the cementitious system to undergo the pozzolanic process, which speeds up the hydration of PSA. In addition, the medium’s pH value rises as a result of Ca(OH)2 dissociating from PSA. Similar to the reaction between a weak acid and a strong base, high alkalinity dissolves the silica in ISA and breaks the glassy phase of the pozzolanic material (Shi and Day, 2000). The hydrated calcium silicate (CSH), which is crucial for the development of strength, is produced when the hydrous silica reacts with calcium ions that are released during the hydrolysis reaction of PSA.
Permanent deformation, which can be characterized as an accumulation of the little irrecoverable portion of the deformation induced by each wheel load, is one of the main distresses encountered in bound and unbound layers in asphalt pavements. The test was conducted at 45°C following BS EN 12697-22 (European Committee for Standardization, 2003). The rutting depth increased with the number of cycles for TLF and both hot mixes. The gap between the rutting depth curves of the TLF mix and other EACM mixes is obvious. This is related to the effect of both PSA and ISA used in this study. Figure 8 shows that mixes of 6%PSA +.5%ISA, 6%PSA +1%ISA, 6%PSA +2%ISA and 6%PSA +4%ISA have an average rut depth of .7 mm, .63 mm, .51 mm and .36 mm, while a mix with TLF has an average rut depth of 11.8 mm after 10,000 loading cycles.
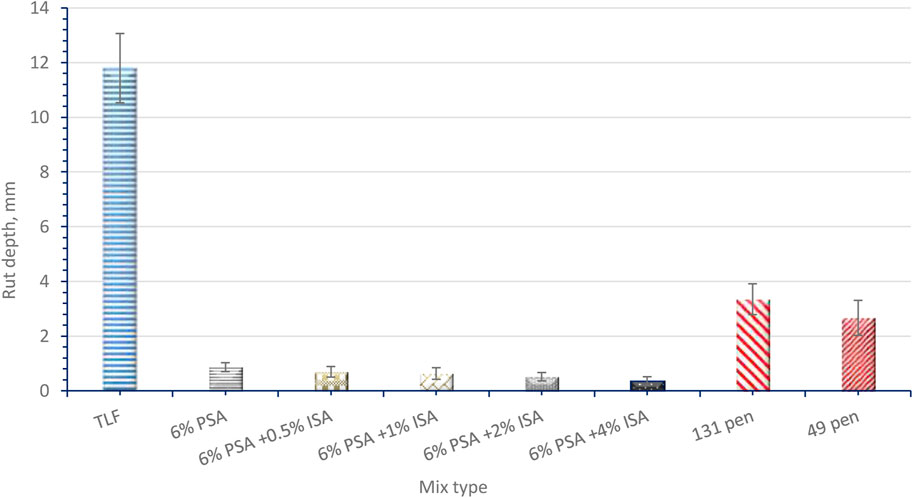
FIGURE 8. Wheel track results.
This outcome can be largely attributed to the fact that the mixture of PSA and ISA sped up the demulsification of bitumen emulsion. In the meantime, PSA hydration could be promoted by the water present in the bitumen emulsion. As a result, a network structure might be formed by connecting asphalt films and hydration products to offer superior deformation resistance. Overall, the production of hydration products caused by the substitution of PSA and ISA for conventional fillers significantly increased the permanent deformation resistance of EACM. These results are consistent with the results of Lu et al. (2021).
By comparing the stiffness modulus ratio (SMR) between the mixes with conditioning and the mixes without conditioning, the effects of moisture on the EACM mixes were examined. In order to make comparisons, the HMA mixes’ moisture susceptibility was also examined. The findings of the moisture susceptibility tests are displayed in Figure 9. The EACM mixes with PSA exhibited slightly higher ITSM than the HMA mixture after conditioning. The conditioned ITSM of the PSA, 131 pen HMA and 49 pen HMA were 3,733, 2152, and 4,946 MPa, respectively. Following the water conditioning, the ITSM for the PSA mix clearly increased, while there was a decrease for both the 131-pen and 49-pen mixes. The wet ITSM of the PSA, 131 pen HMA and 49 pen HMA were 3,842, 1,495, and 4,371 MPa, respectively. The highest ITSM was found in the PSA mix both before and after conditioning. The SMR for PSA, 131 pen HMA, and 49 pen HMA were 102.9%, 69.5%, and 88.4%, respectively.
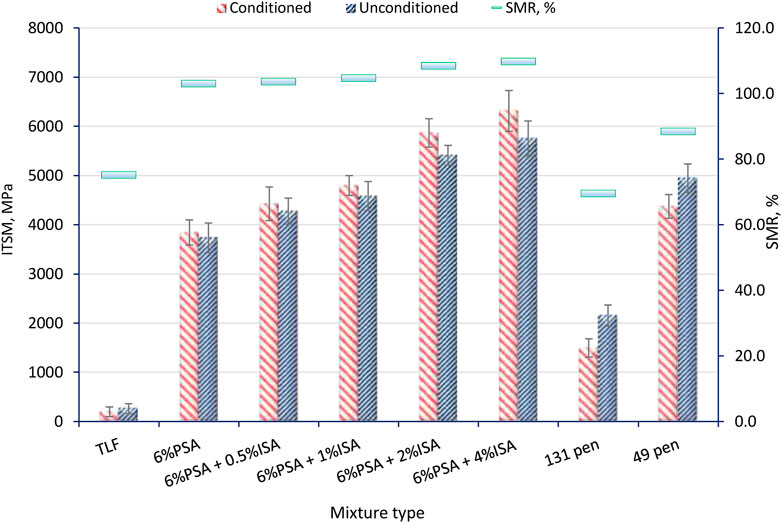
FIGURE 9. Water sensitivity results.
The SMR for .5% ISA +6%PSA, 1% ISA +6%PSA, 2% ISA +6% PSA, and 4% ISA +6%PSA were 103.5%, 104.7%, 108.4%, and 109.7%, respectively. Therefore, the findings indicate that the water susceptibility of PSA + ISA mixes made with 6 percent PSA is not particularly of concern. One of the key contributors to the mix’s good moisture damage resistance may be the use of PSA and ISA, which are rich in hydration products. These results are in agreement with the findings of Lu et al. (2021). It was reported that the water damage resistance increased due to the enhanced bond strength between the mortar, the EACM mixture and the aggregate with the addition of cementitious fillers (Dong et al., 2018; Xiao et al., 2019).
The paste of PSA and ISA was prepared using the similar concentration used in the optimum mixture (4%ISA+6%PSA) to understand their hydration products after 28 days of curing in a noise-free environment without interference from emulsion and aggregate. The microstructural properties of the hydration products were investigated using petrographic analysis through the SEM technique and shown in Figure 10. A successful hydration reaction in the proposed binary filler was achieved that was conducive to the demulsification of the emulsion. A dense microstructure with hydration products is evident in Figure 9 which justifies the fillers’ contribution to the CBEM. The significant appearance of ettringite crystals as well as hexagonal platy portlandite and dense C-S-H in the binary mixes not only justifies the improvement in early (after 2 days) but also in long-term (after 28 days) strength. The sustained progressive improvement relating to the sample’s ITSM performance for inclusion of ISA within the PSA filler also counteracts the possibility of delayed ettringite formation within the microstructure. A similar progressive dominant role of C-S-H over ettringite in a mixture containing PSA was reported by Sadique et al. (2019) where PSA was activated with alkali-reach minerals. This hydration kinetics within the proposed filler where a successful activation of PSA was achieved by reactive ISA particles and created a uniform and dense structure also justifies its advanced performance during the water sensitivity test. Moreover, the creation of dense microstructure within the CBEM also ensures an improved interface between aggregate and matrix that contributes to the mixture’s mechanical strength. In this case, the advanced hydration products generated from the proposed binary blended filler created a composite structure of an interlinking network with an emulsion film and showed advanced engineering properties. Similar microstructural kinetics were reported by Lu et al. (2021) where a ternary blended cementitious filler was used. This will be a breakthrough in CBEM technology where a balanced oxide composition within the proposed binary blended filler not only accomplished a successful hydration reaction but also contributed to exhibiting a progressive strength generation that will ensure a future resilient infrastructure with durable road pavement. These results are consistent with those obtained by Dulaimi et al. (2017).
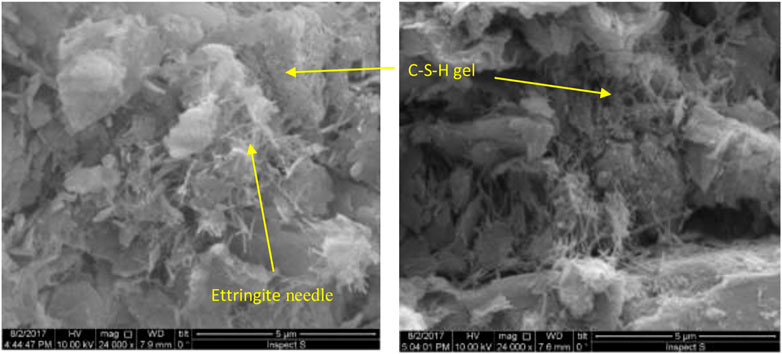
FIGURE 10. SEM observation.
Based on the results of this study, the following points can be concluded:
1) The stiffness modulus grew dramatically as the amount of PSA increased, and it reached its maximum value when all of the limestone filler was replaced with PSA over time. Furthermore, PSA significantly increased EACM’s early-age strength. In particular, compared to the EACM with conventional TLF, the ITSM of 6% PSA mix in this study increased by about 10 times after 2 days of curing. However, neither soft nor hard asphalt concrete hot mixes showed any noticeable change.
2) In the presence of water, PSA and ISA act as secondary binders in EACM mixtures where hydration is necessary to activate the CaO. The addition of .5%, 1%, 2%, and 4% ISA to the 6% PSA mix resulted in a noteworthy improvement of ITSM values up by 13%, 31%, 48%, and 64% after 2 days in comparison to the ITSM outperformed previously reported EACM containing 6% PSA.
3) Stiffness of more than 2152 MPa, comparable to the soft asphalt hot mix’s stiffness, can be achieved easily with 6% of PSA and .5% ISA after 2 days only. In addition to this, stiffness comparable to the hard asphalt hot mix’s stiffness can be achieved with 6% of PSA with 4% ISA after 2 days, which proves the efficiency of the ISA in the improvement of the stiffness modulus of the mixes.
4) The PSA and ISA fillers have contributed to the hydration processes (resulting in many more hydration products and a regular, compact microstructure) and are conducive for demulsifying bitumen emulsion.
5) Both PSA and ISA can significantly improve the rutting resistance of EACMs. Compared with the specimen containing TLF, a sharp increment of rutting resistance can be achieved when .5%, 1%, 2%, and 4% are added to 6% PSA. The increases in the rutting resistance were 17, 19, 23, and 33 times, respectively, after 10,000 loading cycles.
6) The high content of PSA (6%) and ISA additions improved the moisture susceptibility performance of EACMs. The enhancement in the SMR was 37%, 38%, 44%, and 46% when 6% PSA was activated by .5%, 1%, 2%, and 4% of ISA, respectively.
7) This laboratory investigation has shown great potential to promote the use of both waste PSA and ISA and decrease the consumption of cement in the fabrication of EACM, thus reducing the detrimental effects on the environment and making EACM even cleaner.
8) It is highly recommended to investigate more performance indices for the developed mixes such as freeze-thaw cycles, aging, flexural strength, and modulus elasticity.
The original contributions presented in the study are included in the article/Supplementary Material, further inquiries can be directed to the corresponding author.
Conceptualization, AD and SA-B; Data curation, RA-K; Formal analysis, AD and MMSS; Investigation, AD and MS; Methodology, AD and AM; Software, RA-K; Supervision, AD; Validation, MS, MMSS; Writing—original draft, AD, MS, MAK, and SQ; Writing—review and editing, AD, SA-B, MAK, and SQ, project administration AD, All authors have read and agreed to the published version of the manuscript.
The research is partially funded by the Ministry of Science and Higher Education of the Russian Federation under the strategic academic leadership program “Priority 2030” (Agreement 075-15-2021-1333 dated 30 September 2021).
The authors extend their thanks to the Ministry of Science and Higher Education of the Russian Federation and University of Warith Al-Anbiyaa, Iraq for financial support for this study.
The authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
All claims expressed in this article are solely those of the authors and do not necessarily represent those of their affiliated organizations, or those of the publisher, the editors and the reviewers. Any product that may be evaluated in this article, or claim that may be made by its manufacturer, is not guaranteed or endorsed by the publisher.
Abdel-Wahed, T., Dulaimi, A., Shanbara, H. K., and Al Nageim, H. (2022). The impact of cement kiln dust and cement on cold mix asphalt characteristics at different climate. Sustainability 14, 4173. doi:10.3390/su14074173
Aksoylu, C., Özkılıç, Y. O., Hadzima-Nyarko, M., Işık, E., and Arslan, M. H. (2022). Investigation on improvement in shear performance of reinforced-concrete beams produced with recycled steel wires from waste tires. Sustainability 14, 13360. doi:10.3390/su142013360
Al Nageim, H., Dulaimi, A., Ruddock, F., and Seton, L. (2016). “Development of a new cementitious filler for use in fast-curing cold binder course in pavement application,” in The 38th international conference on cement microscopy (Lyon, France: Spinger), 167–180.
Al-Busaltan, S., Al Nageim, H., Atherton, W., and Sharples, G. (2012). Mechanical properties of an upgrading cold-mix asphalt using waste materials. J. Mater. Civ. Eng. 24, 1484–1491. doi:10.1061/(asce)mt.1943-5533.0000540
Al-Busaltan, S. (2014). Investigating filler characteristics in upgrading cold bituminous emulsion mixtures. Int. J. Pavement Eng. Asphalt Technol. 15, 54–71. doi:10.2478/ijpeat-2013-0012
Asphalt Institute (1997). Asphalt cold mix manual, manual series no.14 (MS-14). third edition. Lexington, KYUSA: Spinger, 40512–44052.
Deb, P., and Singh, K. L. (2022). Accelerated curing potential of cold mix asphalt using silica fume and hydrated lime as filler. Int. J. Pavement Eng. 2022, 1–21. doi:10.1080/10298436.2022.2057976
Dołżycki, B., Jaczewski, M., and Szydłowski, C. (2017). The influence of binding agents on stiffness of mineral-cement-emulsion mixtures. Procedia Eng. 172, 239–246. doi:10.1016/j.proeng.2017.02.103
Dolzycki, B., Jaczewski, M., and Szydlowski, C. (2017). The long-term properties of mineral-cement-emulsion mixtures. Constr. Build. Mater. 156, 799–808. doi:10.1016/j.conbuildmat.2017.09.032
Dong, Q., Yuan, J., Chen, X., and Ma, X. (2018). Reduction of moisture susceptibility of cold asphalt mixture with Portland cement and bentonite nanoclay additives. J. Clean. Prod. 176, 320–328. doi:10.1016/j.jclepro.2017.12.163
Du, S. (2018). Effect of curing conditions on properties of cement asphalt emulsion mixture. Constr. Build. Mater. 164, 84–93. doi:10.1016/j.conbuildmat.2017.12.179
Du, S. J. C., and Materials, B. (2018). Mechanical properties and reaction characteristics of asphalt emulsion mixture with activated ground granulated blast-furnace slag. Constr. Build. Mater. 187, 439–447. doi:10.1016/j.conbuildmat.2018.07.233
Dulaimi, A., Al Nageim, H., Ruddock, F., and Seton, L. (2017). High performance cold asphalt concrete mixture for binder course using alkali-activated binary blended cementitious filler. Constr. Build. Mater. 141, 160–170. doi:10.1016/j.conbuildmat.2017.02.155
Dulaimi, A., Al Nageim, H., Ruddock, F., and Seton, L. (2016). “Microanalysis of alkali-activated binary blended cementitious filler in a novel cold binder course mixture,” in The 38th international conference on cement microscopy (Lyon, France: Spinger), 189–205.
Dulaimi, A., Al-Busaltan, S., Kadhim, M. A., Al-Khafaji, R., Sadique, M., Al Nageim, H., et al. (2022). A sustainable cold mix asphalt mixture comprising paper sludge ash and cement kiln dust. Sustainability 14, 10253. doi:10.3390/su141610253
Ellis, C., Zhao, B., Barnes, J., and Jones, N. (2004). Properties of GGBS-bitumen emulsion systems with recycled aggregates. Road Mater. Pavement Des. 5 (3), 373–383. doi:10.1080/14680629.2004.9689977
European Committee for Standardization (2008). “BS EN 12697: Part 12,” in Bituminous mixtures-test methods for hot mix asphalt-determination of the water sensitivity of bituminous specimens (London, UK: British Standard Institution).
European Committee for Standardization (2003). “BS EN 12697: Part 22,” in Bituminous mixtures -Test methods for hot mix asphalt - wheel tracking test methods for hot mix asphalt (London, UK: British Standard Institution).
European Committee for Standardization (2012). “BS EN 12697: Part 26,” in Bituminous mixtures-test methods for hot mix asphalt-stiffness (London, UK: British Standards Institution).
European Committee for Standardization (2016a). “BS EN 13108: Part 1,” in Bituminous mixtures materials specification-Asphalt Concrete (London, UK: British Standard Institution).
European Committee for Standardization (2016b). PD 6691: Guidance on the use of BS EN 13108 Bituminous mixtures – material specifications. London, UK: British Standard Institution.
Gan, Y., Zhang, X., Jiang, Z., Lu, D., Xu, N., Han, L., et al. (2022). Cementitious fillers in cement asphalt emulsion mixtures: Long-term performance and microstructure. Arabian J. Sci. Eng. 47, 4943–4953. doi:10.1007/s13369-021-06266-3
Jerkins, K. J. (2000). Mix design considerations for cold and half-warm bituminous mixes with emphasis on foamed asphalt. PhD thesis. Stellenbosch: University of Stellenbosch.
Jian, O., Wenting, Y., Jijiang, C., and Baoguo, H. (2020). Effect of superplasticizer and wetting agent on pavement properties of cold recycled mixture with bitumen emulsion and cement. J. Mater. Civ. Eng. 32, 04020136. doi:10.1061/(asce)mt.1943-5533.0003194
Jiang, J., Li, Y., Zhang, Y., and Bahia, H. U. (2022). Distribution of mortar film thickness and its relationship to mixture cracking resistance. Int. J. Pavement Eng. 23, 824–833. doi:10.1080/10298436.2020.1774767
Kadhim, M. A., Al-Busaltan, S., Dulaimi, A., Sadique, M., Al Nageim, H., Al-Kafaji, M., et al. (2022). Developing a sustainable, post treated, half warm mix asphalt for structural surface layer. Constr. Build. Mater. 342, 127926. doi:10.1016/j.conbuildmat.2022.127926
Kadhim, M. A., Al-Busaltan, S. F., and Almuhanna, R. R. (2018). Characterize cold bituminous emulsion mixtures incorporated ordinary portland cement filler for local surface layer. J. Univ. Babylon Eng. Sci. 26, 247–263.
Karalar, M., Özkılıç, Y. O., Deifalla, A. F., Aksoylu, C., Arslan, M. H., Ahmad, M., et al. (2022). Improvement in bending performance of reinforced concrete beams produced with waste lathe scraps. Sustainability 14, 12660. doi:10.3390/su141912660
Lam, C. M., Lee, P. H., and Hsu, S. C. (2016). Eco-efficiency analysis of sludge treatment scenarios in urban cities: The case of Hong Kong. J. Clean. Prod. 112, 3028–3039. doi:10.1016/j.jclepro.2015.10.125
Li, R., Leng, Z., Wang, Y., and Zou, F. (2020). Characterization and correlation analysis of mechanical properties and electrical resistance of asphalt emulsion cold-mix asphalt. Constr. Build. Mater. 263, 119974. doi:10.1016/j.conbuildmat.2020.119974
Lu, D., Wang, Y., Leng, Z., and Zhong, J. (2021). Influence of ternary blended cementitious fillers in a cold mix asphalt mixture. J. Clean. Prod. 318, 128421. doi:10.1016/j.jclepro.2021.128421
Lu, S. M., Lu, C., Tseng, K. T., Chen, F., and Chen, C. L. (2013). Energy-saving potential of the industrial sector of Taiwan. Renew. Sustain. Energy Rev. 21, 674–683. doi:10.1016/j.rser.2013.01.021
Mahto, S. K., and Sinha, S. (2022). Application of marble dust and ground granulated blast-furnace slag in emulsified asphalt warm mixtures. J. Clean. Prod. 370, 133532. doi:10.1016/j.jclepro.2022.133532
Monzó, J., Paya, J., Borrachero, M. V., and Córcoles, A. (1996). Use of sewage sludge ash (SSA)-cement admixtures in mortars. Cem. Concr. Res. 26, 1389–1398. doi:10.1016/0008-8846(96)00119-6
Oruc, S., Celik, F., and Akpinar, V. (2007). Effect of cement on emulsified asphalt mixtures. J. Mater. Eng. Perform. 16, 578–583. doi:10.1007/s11665-007-9095-2
Pan, S. C., Tseng, D. H., Lee, C. C., and Lee, C. (2003). Influence of the fineness of sewage sludge ash on the mortar properties. Cem. Concr. Res. 33, 1749–1754. doi:10.1016/S0008-8846(03)00165-0
Pavlík, Z., Fořt, J., Záleská, M., Pavlikova, M., Trník, A., Medved, I., et al. (2016). Energy-efficient thermal treatment of sewage sludge for its application in blended cements. J. Clean. Prod. 112, 409–419. doi:10.1016/j.jclepro.2015.09.072
Russo, F., Veropalumbo, R., Pontoni, L., Oreto, C., Biancardo, S. A., Viscione, N., et al. (2022). Sustainable asphalt mastics made up recycling waste as filler. J. Environ. Manag. 301, 113826. doi:10.1016/j.jenvman.2021.113826
Sadique, M., Al-Nageim, H., Atherton, W., Seton, L., and Dempster, N. (2019). Analytical investigation of hydration mechanism of a non-Portland binder with waste paper sludge ash. Constr. Build. Mater. 211, 80–87. doi:10.1016/j.conbuildmat.2019.03.232
Shanbara, H. K., Dulaimi, A., Al-Mansoori, T., Al-Busaltan, S., Herez, M., Sadique, M., et al. (2021). The future of eco-friendly cold mix asphalt. Renew. Sustain. Energy Rev. 149, 111318. doi:10.1016/j.rser.2021.111318
Shanbara, H. K., Dulaimi, A., Ruddock, F., Atherton, W., and Rothwell, G. (2017). “Cold and hot asphalt pavements modelling,” in Bearing capacity of roads, railways and airfields proceedings of the 10th international conference on the bearing capacity of roads, railways and airfields (Athens, Greece: CRC Press), 1465–1472.
Shen, Q., Barmor, E., Wu, W., Yue, C., Cao, H., Lu, D., et al. (2022). Road performance analysis of cement-asphalt emulsion mixtures incorporating different cementitious fillers. J. Mater. Civ. Eng. 34, 04022051. doi:10.1061/(asce)mt.1943-5533.0004193
Shi, C., and Day, R. L. (2000). Pozzolanic reaction in the presence of chemical activators. Cem. Concr. Res. 30, 51–58. doi:10.1016/s0008-8846(99)00205-7
Tenza-Abril, A. J., Saval, J. M., and Cuenca, A. (2015). Using sewage-sludge ash as filler in bituminous mixes. J. Mater. Civ. Eng. 27, 04014141. doi:10.1061/(asce)mt.1943-5533.0001087
Thanaya, I. (2003). Improving the performance of cold bituminous emulsion mixtures (CBEMs): Incorporating waste. PhD Thesis. UK: University of Leeds.
Tian, Y., Lu, D., Ma, R., Zhang, J., Li, W., and Yan, X. (2020). Effects of cement contents on the performance of cement asphalt emulsion mixtures with rapidly developed early-age strength. Constr. Build. Mater. 244, 118365. doi:10.1016/j.conbuildmat.2020.118365
Usman, K. R., Hainin, M. R., Mohd Satar, M. K. I., Mohd Warid, M. N., Kamarudin, S. N. N., and Abdulrahman, S. (2021). Palm oil fuel ash application in cold mix dense-graded bituminous mixture. Constr. Build. Mater. 287, 123033. doi:10.1016/j.conbuildmat.2021.123033
Wang, F., Liu, Y., and Hu, S. (2013). Effect of early cement hydration on the chemical stability of asphalt emulsion. Constr. Build. Mater. 42, 146–151. doi:10.1016/j.conbuildmat.2013.01.009
Wang, Z., Dai, N., Wang, X., Li, G., and Guo, H. (2020). Early-stage road property improvements of cold recycled asphalt emulsion mixture with microwave technology. J. Clean. Prod. 263, 121451. doi:10.1016/j.jclepro.2020.121451
Wang, Z., Shu, X., Rutherford, T., Huang, B., and Clarke, D. (2015). Effects of asphalt emulsion on properties of fresh cement emulsified asphalt mortar. Constr. Build. Mater. 75, 25–30. doi:10.1016/j.conbuildmat.2014.11.013
Xiao, J., Jiang, W., Ye, W., Shan, J., and Wang, Z. (2019). Effect of cement and emulsified asphalt contents on the performance of cement-emulsified asphalt mixture. Constr. Build. Mater. 220, 577–586. doi:10.1016/j.conbuildmat.2019.06.051
Xu, W., Luo, R. J. C., and Materials, B. (2020). Evaluation of interaction between emulsified asphalt and mineral powder using rheology. Constr. Build. Mater. 318, 125990. doi:10.1016/j.conbuildmat.2021.125990
Zhu, C., Zhang, H., Guo, H., Wu, C., and Wei, C. (2019). Effect of gradations on the final and long-term performance of asphalt emulsion cold recycled mixture. J. Clean. Prod. 217, 95–104. doi:10.1016/j.jclepro.2019.01.264
Keywords: emulsified asphalt cold mixes, sewage ash, stiffness modulus, sustainability, paper sludge ash
Citation: Dulaimi A, Qaidi S, Al-Busaltan S, Milad A, Sadique M, Kadhim MA, Al-Khafaji R and Sabri Sabri MM (2023) Application of paper sludge ash and incinerated sewage ash in emulsified asphalt cold mixtures. Front. Mater. 9:1074738. doi: 10.3389/fmats.2022.1074738
Received: 19 October 2022; Accepted: 28 December 2022;
Published: 25 January 2023.
Edited by:
Yu-Fei Wu, RMIT University, AustraliaReviewed by:
Alexander Vedernikov, University of Oulu, FinlandCopyright © 2023 Dulaimi, Qaidi, Al-Busaltan, Milad, Sadique, Kadhim, Al-Khafaji and Sabri Sabri. This is an open-access article distributed under the terms of the Creative Commons Attribution License (CC BY). The use, distribution or reproduction in other forums is permitted, provided the original author(s) and the copyright owner(s) are credited and that the original publication in this journal is cited, in accordance with accepted academic practice. No use, distribution or reproduction is permitted which does not comply with these terms.
*Correspondence: Anmar Dulaimi, YS5mLmR1bGFpbWlAbGptdS5hYy51aw==
Disclaimer: All claims expressed in this article are solely those of the authors and do not necessarily represent those of their affiliated organizations, or those of the publisher, the editors and the reviewers. Any product that may be evaluated in this article or claim that may be made by its manufacturer is not guaranteed or endorsed by the publisher.
Research integrity at Frontiers
Learn more about the work of our research integrity team to safeguard the quality of each article we publish.